
























從事輕型、低功耗合成孔徑雷達設備和雷達圖像處理的公司IMSAR 開發了一種高空雷達設備,這是一種小尺寸、重量輕、功耗低的雷達。這種高空雷達設備得益于經過軍事驗證的雷達技術,以及一種小型化的3D打印鋁制天線陣列。
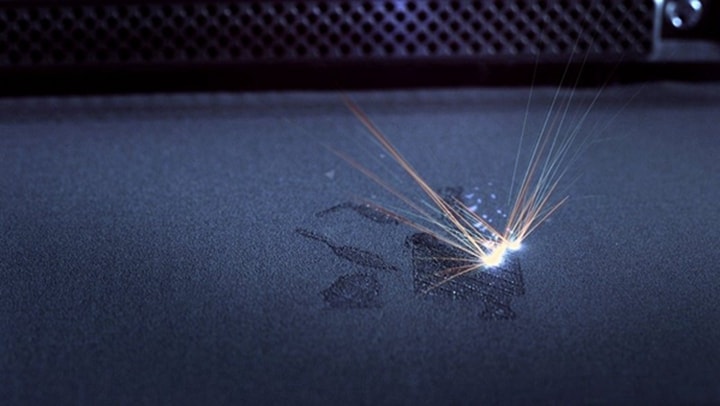
勞倫斯利弗莫爾國家實驗室(LLNL),SLAC國家加速器實驗室(SLAC)和艾姆斯實驗室的科學家正在研究X射線成像,以檢查激光粉末床融合過程中的金屬部件。該研究論文是實驗室之間合作的一部分,旨在確定金屬3D打印部件缺陷的原因,并了解如何減輕這些缺陷。
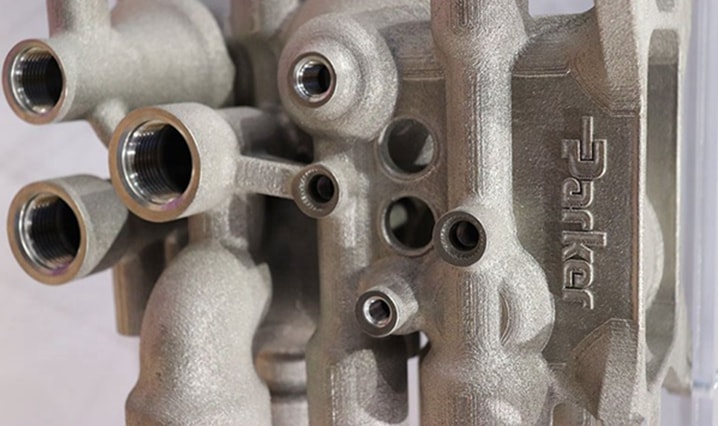
近期魔猴網了解到,加利福尼亞航空航天零件制造商Parker Aerospace宣布將為Vericor Power System的油田燃氣輪機3D打印燃油霧化噴嘴和雙燃料歧管組件。電子束技術將用于生產新組件,實現減少排放和零件數量,同時提高制造可預測性。

散熱性能限制了便攜式計算機、電力電子設備和大功率 LED 照明的小型化。來自實驗室的高端技術解決方案通常不能滿足消費產品的大規模生產和部署。采用熱管理解決方案,比如工業 3D 打印(所謂的增材制造)可以彌補差距,在可用空間嚴重受限的情況下也能保持有損電子設備的冷卻。由于設計自由,3D 打印熱管理組件提供與傳統制造組件相同或更高的效率,但需要的空間更少。這種制造技術可以應用更大的表面、復雜的幾何形狀和保形冷卻通道。

現階段,3D打印技術并不是完全以單一技術應用的方式服務于金屬零部件制造領域,按照其在金屬零部件成形過程中的作用來分類,服務方式可大致劃分為間接制造、直接制造和組合制造方式。多模式的應用方式有效兼顧了金屬零部件產品的制造成本和使用價值,并擴大了3D打印技術在工業領域的應用空間。
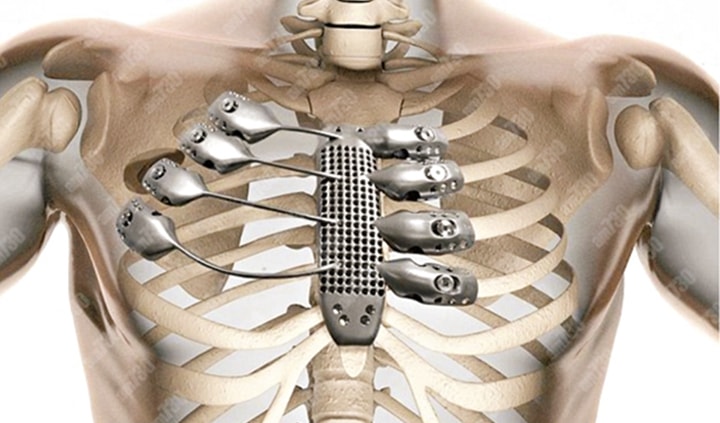
金屬醫用材料是人類最早利用的醫用材料之一,其應用可以追溯到公元前400~300年,腓尼基人將金屬絲用于修復牙缺失。隨后,經歷了漫長歲月的發展,直至19世紀后期,人類成功利用貴金屬銀對患者的膝蓋骨進行縫合(1880年)。人類利用鍍鎳鋼螺釘進行骨折治療(1896年)后,才開始了對金屬醫用材料的系統研究。20世紀30年代,隨著鈷鉻合金、不銹鋼和鈦及合金的相繼開發成功并在齒科和骨科中得到廣泛的應用,逐步奠定了金屬醫用材料在生物醫用材料中的重要地位。70年代,Ni-Ti形狀記憶合金在臨床醫學中的成功應用以及金屬表面生物醫用涂層材料的發展,使生物醫用金屬材料得到了極大的發展。
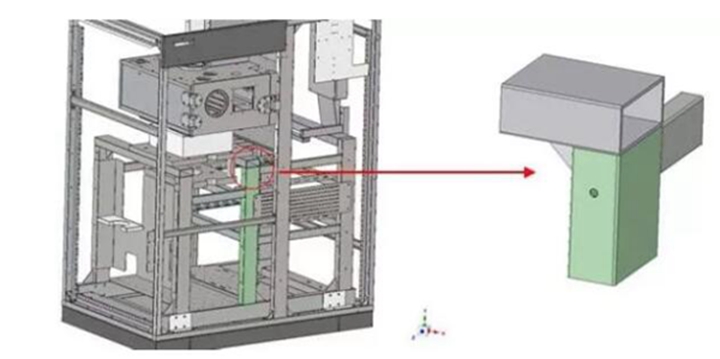
本期,仿真專家通過對SLM選區熔化金屬3D打印機型應力較大部位進行子模型分析,從而確定在極限工況下設備運行的穩定性與可靠性。通過利用子模型分析方法,對某型號的SLM選區熔化金屬3D打印機在極限工況下的靜強度仿真應力較大的區域,選取一個典型部位進行子模型分析,從而更準確的計算這該部位的應力分布情況。

金屬3D打印粉末技術指標標準是如何定義的3D打印作為一種新興的制造技術,近年來發展迅速。然而,對于工業級金屬3D打印領域,粉末耗材仍是制約該技術規模化應用的重要因素之一。










")







