
























通過仿真計算優化SLM 3D打印過程中鋪粉的粉末均勻程度
魔猴君 行業資訊 2195天前
選區激光熔化(Selective Laser Melting;SLM)作為金屬增材制造技術中備受關注的一類代表性技術,能夠制造出傳統加工方式難以實現的復雜結構的零件。SLM 金屬3D打印技術正在航空航天、醫療、液壓、換熱器、能源等領域不斷地實現對產品的重塑能力,為我們展現了一個以功能實現為導向的設計未來。
然而,要獲得質量合格的金屬3D打印產品需要需要對加工的過程有著高人一籌的把控能力,這其中,仿真為SLM選區金屬熔化金屬3D打印的方案設計及工藝路線優化提供了方向,提高對裝置的設計優化能力及對工藝的控制能力。安世亞太的仿真專家曾經在專欄文章《仿真計算在SLM 3D打印機鋪粉裝置設計中的應用》中談到了基于Ansys workbench軟件對SLM打印機鋪粉過程、鋪粉裝置與變形件發生碰磨的過程如何進行相應的力學分析,并針對不同形狀刮刀進行了對比,為鋪粉裝置的結構優化及選材提供一定的參考依據。
本期的《仿真計算優化SLM 3D打印過程中鋪粉的粉末均勻程度》一文將針對撒粉器落粉過程進行仿真分析,通過研究金屬粉末在送粉器、分粉器和鋪粉器中的運動過程,研究落粉的概率性以及分布,以優化鋪粉器出口的粉末均勻程度,指導SLM撒粉器結構的設計與改進。
撒粉器的設計問題
SLM選區金屬熔化3D打印機中撒粉器的設計是生產過程中的難點,針對不同形狀的打印平臺,研究其落粉規律對后續的鋪粉,刮刀的設計以及粉末的回收均具有指導意義。
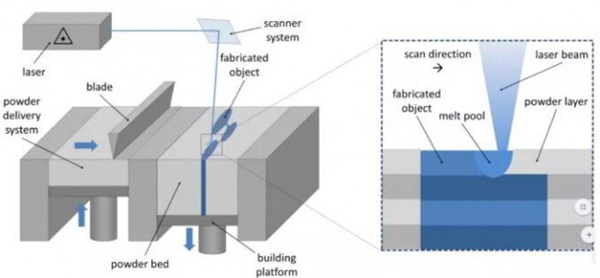
圖片:SLM選區金屬熔化3D打印工作原理
本文針對某款金屬打印機的圓形打印平臺做了落粉研究,鋪粉器的理想設計是剛好把打印平臺(紅圈位置)范圍鋪滿,而其他區域(黑色框線位置)沒有粉末。撒粉器的理想出粉分布應該與圓形的面積成比例,這樣能最大程度減小粉末回收量。理想落粉分布的換算方法見圖2、3。

圖1:撒粉器設計問題,來源安世亞太
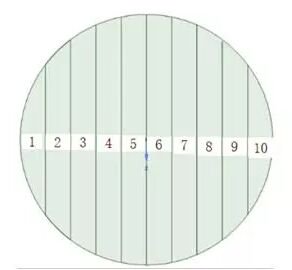
圖2:圓形平臺分區示意,,來源安世亞太
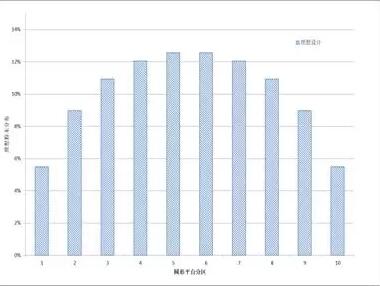
圖3:理想落粉分布比例,來源安世亞太
顆粒運動仿真分析
SLM選區金屬熔化3D打印機中的金屬粉末可以認為是金屬顆粒,粉末在撒粉器中的流動可以認為是流體(氣體)與金屬顆粒之間相互作用的運動。“流體-顆粒”系統研究難點在于:
1. 流體本身形態不固定,難以觀察和測量。
2. 顆粒相互碰撞,不同時刻和位置,單個顆粒的運動、受力都不同。
3. 流體與顆粒的相互作用形成強烈的耦合作用,加大了系統計算的復雜度。
當顆粒密度較低時,不用考慮顆粒間的相互作用,當顆粒較多時,需要考慮顆粒間的碰撞作用,當顆粒非常稠密時,顆粒間的摩擦力是流體的主導作用力。
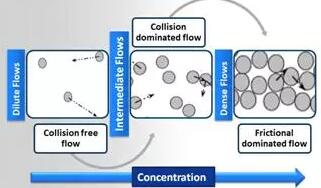
圖4:顆粒流流型結構,來源安世亞太
大規模的金屬粉末的流動難以用精準的連續性方程求解,離散元DEM法通過模擬感興趣的系統中的每一個固體顆粒的運動,來模擬整個顆粒物料的流動。DEM離散元求解法的主要優勢在粒子尺度上獲取信息,可以預測顆粒破碎、粘合等現象。
Ansys Fluent提供了一些方法處理流體中的顆粒運動問題,然而每種方法有各自的適用性。
- DPM模型適用于稀薄顆粒,顆粒體積不能超過總體積的20%。
- DDPM模型可以考慮稠密顆粒相,但是不能考慮顆粒形狀或顆粒間相互作用。
- DEM模型可以模擬簡單的顆粒作用,但是對于顆粒數量有限制,另外DEM 模型不能配合動網格使用。
- 歐拉-顆粒法是將顆粒平均成一種流體的相態,用流體的特性代表顆粒特性,后處理中不能看到顆粒,而是作為一個相態的平均屬性。
針對SLM金屬打印機撒粉器落粉量及金屬顆粒的大小,使用DDPM-DEM方法做仿真處理對設計做指導并于DPM方法得到的結果進行了對比(DPM是fluent較成熟的方法)。

表格 1 Fluent中顆粒流分析方法總結
Fluent中不單獨追蹤所有顆粒,所以算法中把顆粒打成粒子包,以粒子包的性質代表一個粒子團的位置和屬性,計算速度較快。

圖5:顆粒包概念,來源安世亞太
仿真結果提升設計效率
研究的某款SLM打印機中粉末的運動主要經過4個部件,見圖6。藍色的給粉器、綠色的分粉器、粉色的鋪粉器和黃色的打印室上下平臺。
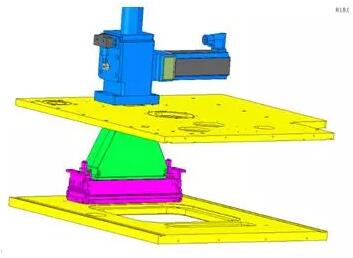
圖6:撒粉器結構,來源安世亞太
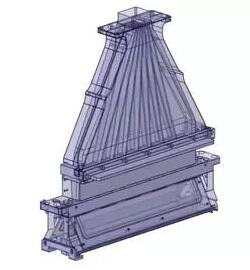
圖7:新撒粉器結構幾何模型,來源安世亞太
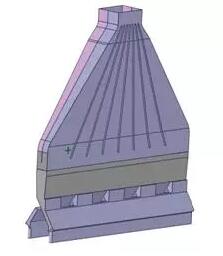
圖8:簡化過的內流道幾何模型,來源安世亞太
模型簡化將分粉器和鋪粉器的不必要零部件去除,抽取內部流道部分。
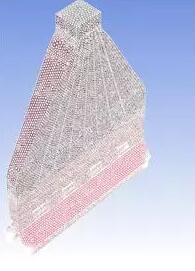
圖9:整體網格結構,來源安世亞太
模型簡化將分粉器和鋪粉器的不必要零部DPM模型計算出的自由落粉時間為0.41秒。從YZ截面的顆粒Y坐標云圖可以看出,顆粒貼近分粉器內板,有一定的揚粉效果,撒粉出口顆粒分布較均勻。從XY截面的顆粒Y坐標云圖可以看出,粉末主要從X正方向的出口流出,但另一側也有粉末堆積。
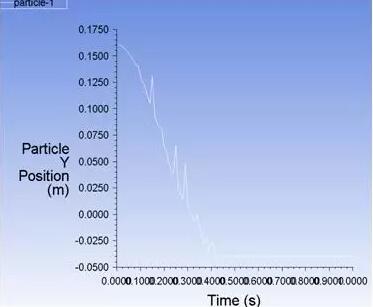
圖10:自由落粉時間,來源安世亞太
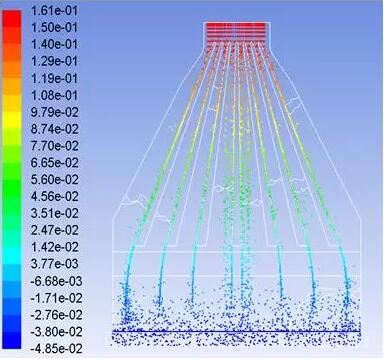
圖11:YZ截面顆粒Y坐標-1s狀態,來源安世亞太
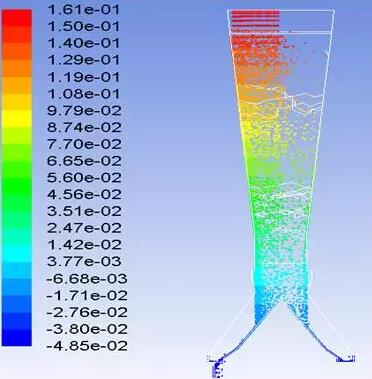
圖12:XY截面顆粒Y坐標-1s狀態,來源安世亞太
DDPM-DEM模型計算出的自由落粉時間為1.0秒,Y位置呈現非常明顯的波動下降趨勢,代表了顆粒相互作用明顯且將已經下落的粉末撞擊造成位置上升。從YZ截面的顆粒Y坐標云圖可以看出,顆粒分布均勻,可以觀察到顆粒間,顆粒與壁面間的相互作用。從XY截面的顆粒Y坐標云圖可以看出,粉末從兩側流出,兩側分配的流量比較均勻。
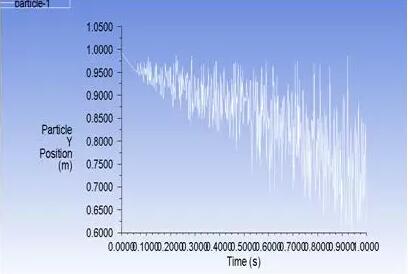
圖13:自由落粉時間,來源安世亞太
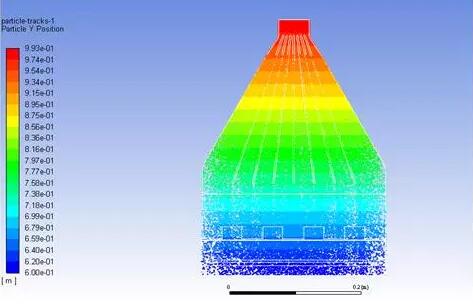
圖14:YZ截面顆粒Y坐標-1s狀態,來源安世亞太
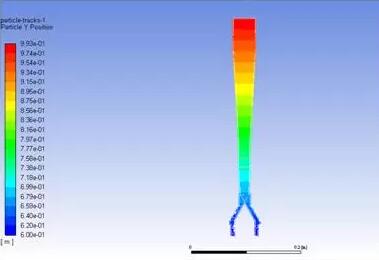
圖15:XY截面顆粒Y坐標-1s狀態,來源安世亞太
提取瞬態計算中0.7s之后的狀態結果,將分粉器和鋪粉器內的體積沿Z軸等分為10份,統計單位體積內的顆粒數量,最終回歸為每個區域顆粒質量與總質量的比例,對比見圖16。
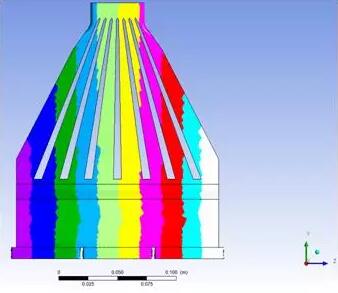
圖16:體積分份示意圖,來源安世亞太
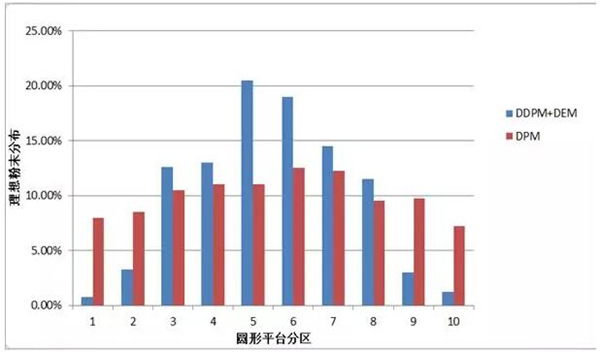
圖17:DDPM+DEM耦合與文獻1,2中改進后Fluent DPM方法結果對比,來源安世亞太
總結
本研究對Fluent軟件對撒粉器結構的仿真效果。總結如下:
相比于Fluent軟件較成熟的模型DPM得到的結構,DDPM-DEM模型仿真考慮了顆粒間的碰撞,顆粒與壁面碰撞,從鋪粉器出口得到的分布結果看與理想狀況較為接近,兩側量較少從而減少了鋪粉過程中浪費的回收粉量,粉多集中在中部區域,呈正態分布。
DDPM-DEM模型更接近實際的稠密顆粒流的情況,相較于理想情況的分布,兩側粉末的數量較少說明撒粉器的分粉槽在設計中存在缺陷,對撒粉器的設計提出了指導性意見。
綜上所述,選擇正確的流體仿真模型可以對實際設備的設計起到指導性的改進意見,提高設計的效率。
來源:3D科學谷









")






