
























EOS 研究報告: 骨小梁結構的性能分析
魔猴君 行業資訊 2209天前
骨小梁是一種用于促進骨生長的網狀多孔結構,圖1所示其常見特征。增材制造技術在實現這種骨小梁結構的生產上有著天然的優勢。自2007年以來,增材制造技術就被用于制造具有這些互連互通的多孔植入物。然而,目前用于評估多孔結構的監管指南和標準都是基于燒結和等離子噴涂工藝的。缺乏針對增材制造工藝的標準,傳統的驗證方法可能驗證不了機器工藝參數對多孔結構的影響。本研究的目的是評估工藝參數變化時對測試零件尺寸精度的影響(圖2),以及在批量生產情況下測試件力學性能的可重復性。

圖1 – 使用DMLS?工藝加工的多孔髖臼杯測試樣(意大利Permedica)
測試方法
測試件制備采用的是優化60μm層厚參數,性能測試基于ISO13314標準。首先根據增材制造原則預先選擇幾何結構,使用nTopology?(紐約)進行設計,得到的voronoi類型的結構(圖2)。最終結構是隨機多孔結構,孔隙率為62.5%,短棒直徑350微米,平均孔徑600微米。
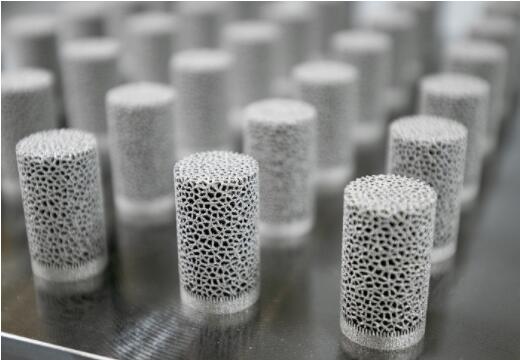
圖2 – 壓縮測試試樣
實驗開始時,需要對參數進行優化,進行了一系列實驗設計(DoE)以找到合適的多孔結構曝光參數。圖3是通過改變激光功率和掃描速度來完成的。評估了參數的變化及其對零件質量的影響,并根據測試件要求選擇最終參數。 經優化的零件孔隙率為71%,平均直徑為330微米,平均孔徑為750微米。 由于試樣是完全多孔結構的,因此使用阿基米德原理測量其密度,得到99.7%的平均相對密度。
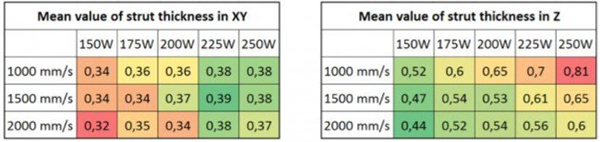
圖3 – 工藝參數對X和Y與Z方向厚度的影響
該DoE的結果驗證了文獻中的理論,即激光功率對多孔結構的影響最大,尤其是Z方向的支撐厚度(圖4)。 Z方向激光功率的增長導致孔隙偏差和橢圓形結構。 密度的一致性證明了工藝穩定性,多孔結構的工藝參數可進一步影響零件尺寸。
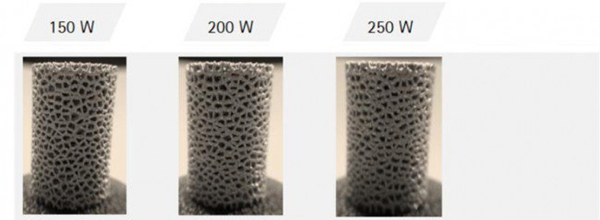
圖4 – 激光功率對厚度(Z方向)的影響
下一步,在DMLS?機器上制備了三個相同的打印任務(EOS M 290 EOS GmbH,Krailling,Germany,圖5)。 每個打印任務由64個完全多孔的圓柱形部件組成,這些零件分布在平臺16個位置,并根據區域之間和區域內部的變化進行評估。使用Ti-6Al-4V ELI材料(EOS Titanium Ti64ELI,EOS Oy,Turku,Finland)總共打印192個試樣。 使用壓縮空氣然后超聲波進行清潔。打印完成的測試件中,對128個測試件使用阿基米德原理進行非破壞性測試,對96個測試件通過壓縮測試(ISO 13314)進行破壞性測試,剩余32個進行橫切,嵌入和后處理以進行體視評估。

圖5 – EOS M 290基板上多孔測試件的位置
測試結果
測試過程能力可獲得過程的穩定性以及它與規格參數限制的接近程度。將圖6中顯示的相對密度,最大抗壓強度和彈性模量的結果分別繪制在過程能力報告中,其相應的規格限制來自于批量生產情景的最小過程能力指數1.33。雖然這不可以評估過程中心性(Ppk),但可評估正態性,范圍和過程能力。測試的多孔結構件超過最小過程能力要求。在此階段,將新過程指數定為1.67。與目前99.99%工藝產率的結果相比,生產工藝的持續改進可以產生更好的結果,并且可達到百萬零件中63個偏離。應該注意的是,DMLS?工藝中建造的128個零件的孔隙率變化僅占絕對值變化的1.76%,而傳統的發泡制造工藝預計會有高達10%的變化。
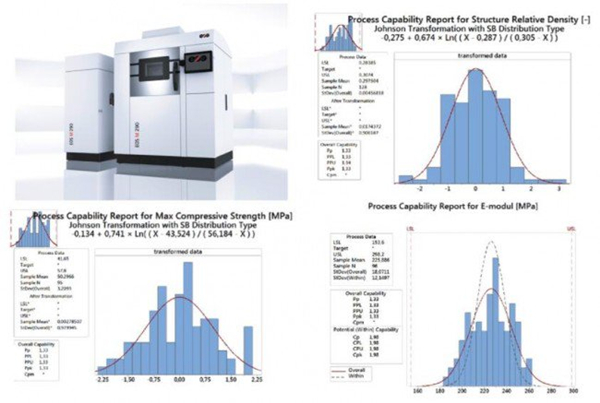
圖6 – 左上角:用于打印多孔測試件的EOS M290
右上方:多孔結構相對密度的過程能力分析
左下方:測試件的最大抗壓強度[MPa]能力分析
右下方:測試件的彈性模量[MPa]能力分析
意義/臨床相關性
隨著越來越多基于激光3D打印的多孔應用引入醫療領域,了解AM設備工藝參數對產品力學性能的影響以及它們在批量生產中的表現是十分重要的。我們的愿景是增材制造不僅可用于替換植入物表面的涂層,并且可以用于植入物的承力結構。
來源:3D科學谷









")






