
























CNC加工必讀
魔猴君 知識堂 2163天前
1.CNC簡介
CNC是Computerized Numerical Control的簡稱,暨計算機控數控的簡稱,是一種由程序控制的自動化機床。該控制系統能夠按預定邏輯處理具有控制編碼或其他符號指令規定的程序,通過計算機將其譯碼,從而使機床執行規定好了的動作,通過刀具切削將毛坯料加工成半成品、成品零件。

為了成功地在CNC機床上工作,程序會指示機器應該如何移動。使用CAM(計算機輔助制造)軟件結合客戶提供的CAD(計算機輔助設計)模型進行編碼,給予CNC機床的編程指令,將CAD模型加載到CAM軟件中,并根據制造零件的所需幾何形狀創建刀具路徑,確定刀具路徑后,CAM軟件會創建機器代碼,告訴機器移動速度,轉動坯料和/或刀具的速度,以及在X,Y,Z(3軸),A和B(5軸)坐標系。

圖:CNC的軸變量
CNC機床大致可以分為3軸和5軸機床,3軸機床主要有3軸車床和3軸銑床。5軸機床有連續型或者銑車一體式等多種形式。3軸CNC車床在使用過程中,切削刀具保持靜止,零件坯料轉動。相反,在3軸CNC銑床上,切削刀具在坯料保持固定的同時移動。如果在圓形零件上需要方形特征,則首先在CNC車床上創建圓形幾何圖形,然后在CNC銑床上創建方形特征。使用3軸CNC機床與5軸CNC機床相比,可以更經濟地制造零件,特別是具有圓柱旋轉特征的零件,用CNC車床可以達到很高精度。但是復雜的零件3軸機床很有制造的困難,5軸機床可以在5個方向同時或者先后動作,能夠勝任更加復雜的零件。

圖CNC機床的分類
由于計算機控制機器運動,X,Y和Z軸可以同時移動以創建從簡單直線到復雜幾何形狀的所有內容。不過,盡管在機械加工和CNC控制方面取得了進步,但CNC加工仍然存在一些局限性,并且不能創建所有形狀和特征。
2.CNC加工基本
2.1、公差
a、標準公差
如果客戶未提供圖紙或規格表,模型制造產品遵從下列規格:
默認情況下,陡邊,銳邊會被鈍化(倒圓角),如果有必須要保留的清晰銳邊,請在下單時提前告知。
默認尺寸精度(長度,寬度,高度,直徑)和位置精度(位置,同心度,對稱性)為0.1 mm
對于方向(平行度和垂直度)和形狀(圓柱形,平面度,圓度和直線度)特征的精度,應用公差如下:

b、零件公差
公差是否在可接受范圍,是由設計者根據零件的形狀、裝配以及功能確定的。除非設計師有特別要求,否則加工使用的標準公差為金屬零件0.1mm,塑料零件為+/- 0.2 mm。如果需要更嚴格的公差(比方說公差0.05mm),則必須將關于哪些尺寸需要更嚴格公差的信息標注在圖紙上或與我們提前溝通。
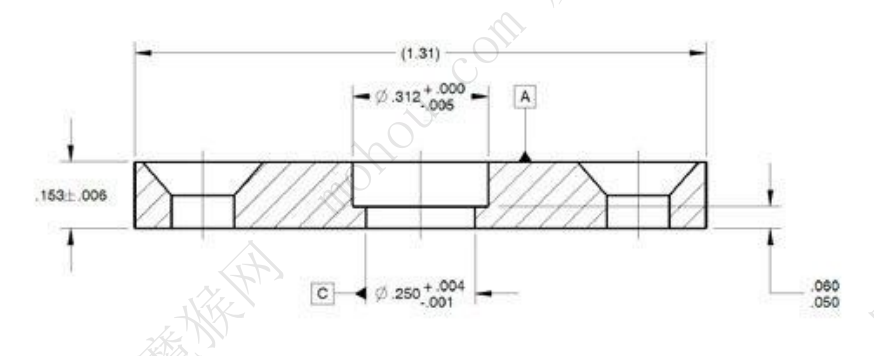
圖:如果要更高要求的公差,需要在圖紙種標注,并與客服取得聯系。
重要的是要記住,由于廢料增加,額外的夾具,特殊的測量工具和/或更長的循環時間,更嚴格的公差要求會導致額外的成本(機器可能需要減速才能保持更嚴格的公差)。根據公差調出和與之相關的幾何形狀,零件成本可能是標準公差的兩倍以上。
總體幾何公差也可以應用于零件的圖紙,不同的公差要求,會產額外的檢查、生產時間,因而也可能會產生額外的成本。為了最大限度地降低成本,節省費用,建議僅對關鍵區域應用嚴格的公差或者整體的零件幾何公差。
2.2、尺寸限制
a、銑床
零件尺寸受限于設備尺寸和零件特征所需的切削深度。 加工深度不等于設備的Z軸行程,每個零件的加工深度,是有零件本身決定的。一般來講開槽的深度不超過槽的寬度的四倍,鉆孔的厚度不超過孔的直徑的十倍。
b、車床
我們的車床可以加工直徑達450mm的零件,但特殊情況下可以制造更大的零件。
2.3、材料選擇
材料選擇對于確定零件的整體功能和成本至關重要,設計師根據零件的需求,來確定材料,考慮材料的相關性能,如 硬度,剛度,耐化學性,熱處理性,熱穩定性等。
a、材料毛坯
材料毛坯是指用于創建成品零件的原材料的尺寸,一般毛坯尺寸比成品部件的尺寸要大,以允許原材料的變化。例如,如果最終尺寸為1x 1x 1,則零件的毛坯為1.1x 1.1x 1.1。
b、金屬
我們CNC加工以下金屬:
鋁合金,不銹鋼,碳鋼,黃銅,紫銅等 其他定制金屬
一般加工塑料和較軟金屬(例如鋁和黃銅)容易,且需要較少的機器時間,從而降低了加工成本。不銹鋼和碳鋼等較硬的材料必須使用較慢的主軸轉速和機器進給速率,這使得比軟的材料的加工時間更長,成本更高。當然,材料本身的成本也是千差萬別,即便同是不銹鋼,304不銹鋼比1018銹鋼原材料價格高1倍。下列圖片從上到小依次為:鋁合金,不銹鋼,碳鋼,黃銅和紅銅。





c、塑料
我們CNC可以加工以下塑料:
ABS ,尼龍 pp聚丙烯,PTFE,PC聚碳酸酯等以及其他定制塑料
如果零件不需要金屬的剛性,塑料可以是比金屬更便宜的替代品。下列圖片依次為:ABS,POM,PEEK,PC,HDPE

注意:塑料可能難以保持嚴格的公差。 由于材料被移除時產生的應力,零件也可能在加工后發生翹曲。
3、加工設計指南
3.1、3軸還是5軸加工 ?
CNC加工可以有效地制作簡單或復雜的設計。 零件越復雜,即具有曲面幾何形狀或需要切割的多個面的零件 - 由于需要額外的設置和加工時間而成本更高。 當零件僅需要一套設置和3個軸運動(例如X和Y,以及刀具運動的Z軸)時,可以更快地完成設置和加工,從而最大限度地降低成本,反之如果曲面比較復雜,使用3軸加工制造可能需要多次設置,定制夾具和其他昂貴的加工過程。 在這種情況下,5軸加工可以避免這些問題,但是為了得到具有合適表面光潔度的復雜曲面,需要使用小刀具,這些小切口比正常切口花費的時間長得多,增加了很多成本。 因此為了幫助最大限度地降低成本和加工時間,盡量減少或者避免使用曲面。
3.2 內角的倒角
由于CNC刀具本身的橫截面是圓形的,在切割內角的時候,是不能得到完美的直角或者尖角的,所有的內角應該加一段圓弧,推薦增加1-1.5mm弧度,最低可以接受0.5mm,弧度越小,需要的刀具越小,加工成本會越高。
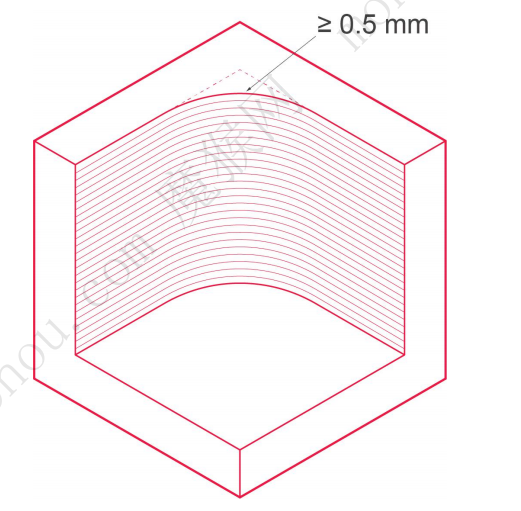
圖:內角倒角
舉例來講,如果一個零件有2.5內徑,則標準立銑刀需要敲擊拐角,完全停止,旋轉90度,然后重新開始切削。這樣做會降低加工速度(產生額外成本),并且還會引起振動(產生顫動痕跡)。通過在內半徑上加0.5到1mm,刀具可以輕微轉動而不會完全停止。這不僅會降低零件的成本,還會改善零件的整體性能。
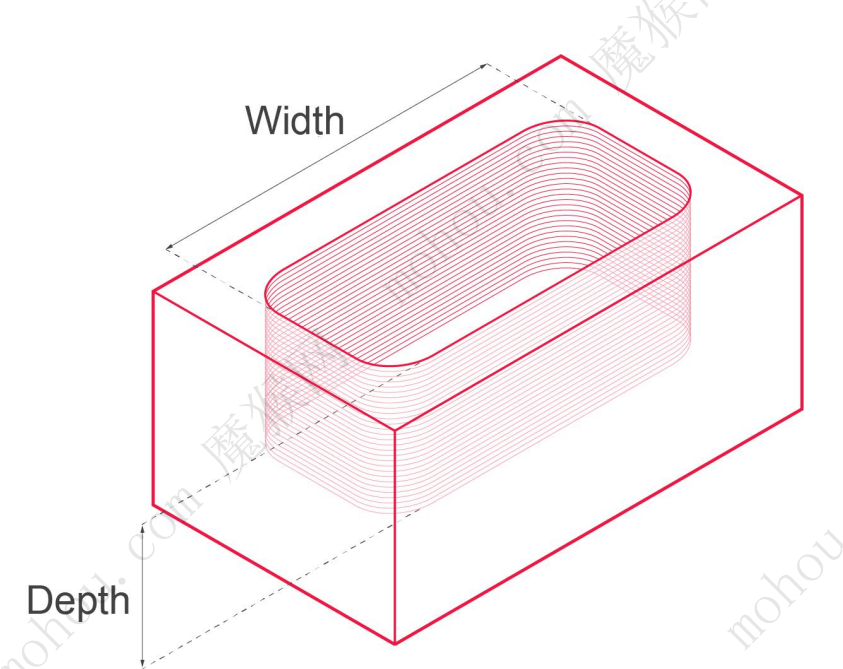
3.3 開槽
雖然可以使用小半徑工具,但有時需要的切割深度使得切割變的不可能,當切削深度大于切削刀具直徑的2倍時,刀具的進給速度必須減慢,這會加工時間和零件成本。每增加一倍的切割長度,進給速度就會減半,時間增加了一倍多。一般挖槽的深度不大于刀具直徑的4倍。
3.4 鉆孔
一般來說孔越大,鉆的深度可以越深,建議鉆孔的深度不要超過10被鉆頭的直徑。另外,從經濟的角度來看,盡量使用標準的孔徑,非標的,可能需要額外的工具刀具,造成額外的成本。

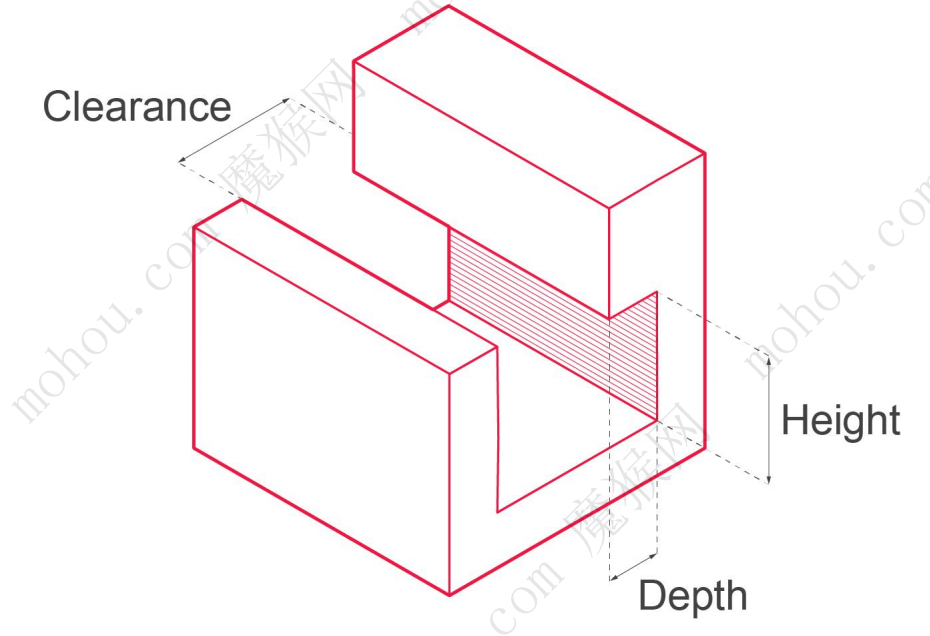
3.5底切 undercut
CNC很難加工底切,如果有底切,需要精心設計,也可能需要定制特殊工具,底切越小越好,越少越好,非非常必要最好不要有,如果必須有,要考慮刀具是否能夠又路徑進入及退出,也可以考慮換3D打印的方式來制作又底切的零件。
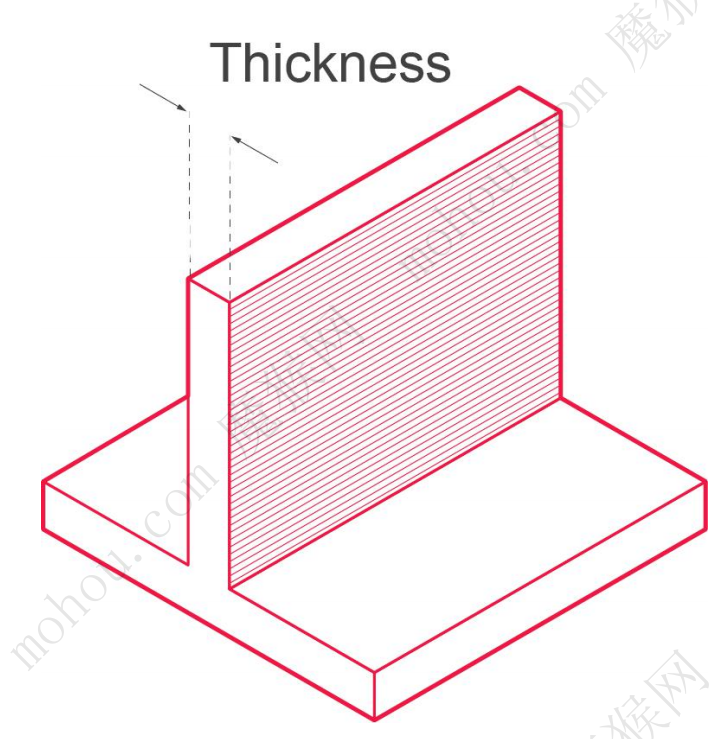
3.6 最小壁厚
如果零件的壁太薄,可能在加工過程種震動顫抖,導致精度降低,更嚴重者,可能會會造成斷裂。推薦金屬零件最小壁厚0.8-1mm, 塑料零件最小壁厚為1.5mm.
3.7 細長結構
細長結構可能產生的問題和薄壁結構類似,細長突起會引起不可預測的震動,導致加工精度的下降。建議長寬比不要超過4.

4、零件的完成-后處理
4.1、螺紋
有幾種方法可以在零件中創建螺紋:切割絲錐,形狀絲錐或螺紋銑刀。 所有這些方法都很有效,但設計人員應牢記以下幾點:
a.始終選擇設計允許的最大螺紋尺寸 - 這使制造過程更容易。
b.絲錐越小,生產過程中破碎的可能性就越大。
c.螺紋線程只加工到必要的長度。 深螺紋孔會增加部件成本,因為可能需要專門的工具來滿足深度要求。
。
4.2、表面處理
a. 原始表面 As milled/As Machined
使用 CNC 加工在零件上留下的原始光潔度稱為“原始表面”。做簡單去毛刺處理,肉眼可見細小的加工線,但仍會有光滑觸感。表面粗糙度為 Ra/RMS 125,可額外精加工以降低粗糙度,但會增加成本。如果將表面光潔度要求提高到63,32或16 RMS會增加成本,因為可能需要降低進給速率或可能需要額外的后處理。
原始表面提供了最佳的尺寸精度,是有嚴格公差要求的零件的首選。
b. 噴砂
噴砂是一種還原性表面處理,其中加壓槍在零件上發射一股磨料玻璃珠,以去除表面的薄層。 該過程在零件上形成一致的啞光/磨砂表面光潔度,通常用于去除刀痕或缺陷。 如果您的零件需要嚴格的公差的特征,那么需要考慮噴砂會去除一層薄層,可能會需要對關鍵特征進行遮蓋,而 如果需要對不需要噴砂的表面或孔進行遮蓋,則可能產生額外的成本。

c.陽極氧化
陽極氧化是一種電化學精加工工藝,可在零件表面添加天然氧化層。 陽極涂層可保護零件免受腐蝕,并可染成多種顏色。 涂層是不導電的,因此可以在需要保持導電性的區域進行掩蔽遮罩。 鋁和鈦是最常見的陽極氧化材料。 有兩種類型的陽極氧化,硫磺陽極氧化(II 型)和硬質陽極氧化(III 型)。
陽極氧化(II型)
這種類型的表面處理可以產生耐腐蝕的表面,零件可以采用不同顏色進行陽極氧化 - 最常見的是透明,藍色,黑色。

陽極氧化(III型)
除了II型所見的耐腐蝕性之外,這種類型更厚并且形成耐磨層。
d.烤漆
這是一種將粉末涂料噴涂到部件上然后在烘箱中烘烤的過程。 這樣就形成了堅固耐磨,耐腐蝕的層,比標準涂裝方法更耐用。 有多種顏色可供選擇,以達到理想的美感。
f.噴塑
噴塑是將塑料粉末噴涂在零件上的一種表面處理方法。 噴塑也就是我們常講的靜電粉末噴涂涂裝,其處理工藝是20世紀80年代以來國際上采用較為普遍的一種金屬表面處理的裝飾技術。 該技術與普通噴漆表面處理相比,優點體現在工藝先進、節能高效、安全可靠、色澤艷麗等方面。
g.拋光
拋光是一種機械工藝,通過逐漸變細的磨料打磨以得到閃亮的鏡面表面。 飾面高度反光,光滑且無劃痕。 拋光通常在不銹鋼和7075鋁等硬材料上進行,6061鋁等較軟的金屬在拋光打磨時可能會導致其表面變形。高度光滑的表面光潔度還讓它更耐腐蝕性。

5.總結
5.1加工設備
3軸/4軸/5軸CNC加工中心(電腦鑼),數控車,走心機一應俱全;同時還有應對大型零件的龍門銑加工中心;精密磨床、電火花、線切割(快/中/慢走絲)等輔助加工設備。
5.2精度與尺寸
銑加工的定位公差最高可達±0.1mm,車加工的公差最高可達±0.05mm;銑加工的最大加工尺寸可達2100mm x 1600mm x 800mm,車加工最大加工直接可達400mm。
5.3材料及后處理
支持金屬(如鋁合金、不銹鋼、碳素鋼、鈦合金、鎂合金、銅等)和非金屬(ABS、有機玻璃、特氟龍PTFE、PEEK、PC、賽鋼POM等)的加工。并提供噴砂,陽極氧化、電解蝕刻,電鍍、絲印等多種后處理的一條龍服務。
5.4起訂量和工期
提供快速打樣(1件起訂)、小批量試制和批量生產服務;最快2天提供樣品,小批量和批量生產近7天準時交貨率達95%;批量生產產品一致性好,價格極具競爭力









")






