
























基于快速增材制造關鍵金屬部件組織性能調控的后處理技術及設備探
魔猴君 行業資訊 2282天前
航空航天、模具、工業、船舶等現代工業高端裝備正以大型化、高參數、極端惡劣條件下壽命與可重復性增長的目標快速發展,致使其鈦合金、模具鋼等關鍵金屬部件尺寸愈來愈大、結構日益復雜、性能要求日趨提高,對制造技術也提出了更高的要求。采用傳統減材制造技術生產上述大型、異形、整體、高性能金屬部件,不僅需要萬噸級以上的重型鍛造設備及大型鍛造模具,并且材料損耗大、利用率低、成本高。國際趨勢表明,鈦合金、模具鋼等難加工金屬大型關鍵部件制造技術已經成為衡量一個國家重大高端裝備制造業水平高低的基準。
3D打印技術(AM)能夠直接成形機械性能優良、結構復雜的金屬構件,具有傳統加工方法沒有辦法比擬的優點,因此該技術有望為航空航天、國防工業重大裝備中大型難加工金屬構件的制造提供一條快速、柔性、低成本的技術新途徑[3]。但由于未能有效解決制造過程中“熱/內應力”、“內部缺陷”等控制問題,致使3D打印還難以應用于航空航天關鍵及主承力構件、大型復雜模具等高端領域。
本文就3D打印技術發展面臨的問題與挑戰,簡要分析了3D打印后續工藝控性技術、標準制訂發展現狀,指出高性能關鍵金屬部件增材制造的發展和工程應用,將不單取決于高性能粉體材料制備及3D打印過程中內部冶金缺陷的機理研究,更大程度上取決于影響3D打印關鍵金屬部件組織性能的后續工藝技術及設備的探究深度。
1. 3D打印面臨的問題
3D打印具有“高性能粉體制備”、“復雜結構直接制造”、“表面控形”、“后續工藝控性”一體化的獨特特征。以現階段最為火熱的激光選區熔化3D打印技術為例[4],該技術的材料非平衡物理冶金和熱物理過程十分復雜,同時發生著激光束與粉體、熔池與粉床的交互作用、熔區超高溫梯度和強約束力下的快速凝固、構件內部組織演變、循環條件下熱應力演化等現象。因此,3D打印面臨的最大問題在于打印過程中,構件鋪粉層與鋪粉層之間、單一鋪粉層內部等局部區域產生的各種特殊的內部缺陷,如粉末團聚、粉末揮發飛濺、熱/內應力、層間局部未融合、氣隙、卷入性和析出性氣孔、微細陶瓷夾雜物、內部特殊裂紋、晶粒異常形核與長大等,以至于影響最終成形部件的內部質量、力學性能和部件的服役使用安全[5]。事實上,內部冶金缺陷控制一直是3D打印亟待攻克的關鍵技術之一。
2. 3D打印后續工藝控性技術發展現狀
真空熱處理技術具有無氧化、無污染、表面質量高、變形微小等突出特點,是當前國際熱處理技術發展的熱點。傳統金屬部件的改性熱處理技術,只要摸索并制訂適用于3D打印領域的工藝及標準,理論上可極大地改善3D打印內部缺陷的問題[6-7]。筆者認為,所謂3D打印后續工藝控性技術,除了在金屬熱處理領域已有千年歷史的“四火”外,還應包括熱等靜壓、開模鍛造等致密化處理、表面熱處理(感應熱處理)以及化學熱處理(滲碳/滲氮)等。
2.1 熱等靜壓致密化處理
熱等靜壓(HIP)是一種集高溫、高壓于一體的工藝生產技術。被加工件在高溫高壓的共同作用下,各向均衡受壓,故加工產品的致比重高、均勻性好、性能優異。吳鑫華院士新近開發的近凈成形熱等靜壓工藝,與國內市場大部分熱等靜壓工藝截然不同。經該技術處理的3D打印部件各方面性能有了實質提高,特別是在微觀組織與機械性能方面保持高度的一致性與重復性。吳鑫華院士指出“3D打印過程中不可避免存在孔洞與缺陷,需要借助外力作用來消除,而HIP毫無疑問是最好選擇之一。熱等靜壓工藝使材料發生蠕變及塑性變形,從而以較小的變形改善部件內部的空隙及缺陷”。
2.2 真空淬火/回火處理
按采用的冷卻介質不同,真空淬火處理可分為油淬、氣淬、水淬等。真空淬火后的工件表面光亮不增碳不脫碳,使服役中承受摩擦和接觸應力的產品,如工模具H43鋼的使用壽命可提高幾倍甚至更高。與表面狀態好具有同等重要意義的是淬火后工件尺寸和形狀變形小,一般可省去修復變形的機械加工,從而提高經濟效益并彌補3D打印成本高的不足。
真空回火目的是將已通過淬火后的3D打印金屬部件優勢(產品不氧化、不脫碳、表面光亮、無腐蝕污染等)保持下來,并消除淬火應力,穩定組織。實踐證明,如3D打印TC4部件,經真空回火處理后其強度與常規效果所差無幾,但塑性卻明顯提高了。
2.3 真空退火/正火處理
真空退火除了要達到改變3D打印金屬部件晶體結構、細化組織、消除應力等改性目的以外,還要發揮真空加熱可防止氧化脫碳、除氣脫脂、使氧化物蒸發的效果,從而進一步提高表面光亮度和力學性能。
正火既可以作為3D打印金屬部件的最終熱處理,也可以作為預備處理。正火代替退火可提高部件的力學性能;一些受力不大的工件,正火可代替調制處理作為最終熱處理,簡化熱處理工藝;也可作為用感應加熱方法進行表面淬火前的預備熱處理。
2.4 真空滲碳/滲氮處理
滲碳/滲氮是目前應用最廣泛的一種化學熱處理方法。它是滲碳、滲氮介質在工件表面產生的活性原子,經過表面吸收和擴散將碳、氮滲入工件表層,以便將工件淬火和低溫回火后,顯著提高其表層的硬度、強度,特別是疲勞強度和耐磨性,而芯部仍保持一定的強度和良好的韌性。
3. 國內外3D打印技術標準分析
隨著3D打印技術的日臻成熟,與之相關的標準化工作也日趨活躍[8]。自2002年,美國汽車工程師協會發布了首個3D打印技術標準《退火Ti-6Al-4V鈦合金激光沉積產品》以來,已經陸陸續續頒布了19項標準。這些標準涵蓋了產品的退火和熱等靜壓工藝制度、3D打印過程中制件的消除應力退火制度及要求以及退火或熱等靜壓后的時效制度,反映了國外已經在控制內部缺陷、消除殘余應力,減少變形方向等方面開展了大量的研究工作。
反觀國內,我國3D打印技術標準的發展落后于國外,沒能充分反映國內技術發展的水平。由于缺少對3D打印工藝過程的表征、控制和認證的標準,技術的大范圍推廣使用受到制約,已有的技術優勢并沒有能夠迅速轉化為產品優勢和市場優勢,因此迫切需要開展3D打印技術的標準化工作,特別是關乎組織性能調控的熱處理制度及設備標準化建設工作。
4. 3D打印后續工藝技術及設備探究
真空熱處理技術是隨著真空熱處理設備的發展而發展的。美國首臺真空熱處理設備的成功研制,才開啟真空退火/淬火工藝的應用。“一代裝備,一代技術,一代材料”,裝備作支撐,工藝技術才能實現,材料制備才有保障。國內企業往往注重材料配方與具體工藝的實施,而忽略裝備在材料制備過程中的重要性,這點在3D打印后續工藝領域顯得尤為突出。事實上,欲減少或消除3D打印關鍵金屬部件存在的“內部質量”問題,其根本在于后續工藝技術及設備的探究深度。
4.1 臥式雙室真空氣冷油淬裝備
該設備主要用于3D打印模具鋼(H43等)、高強鋼、高速鋼、合金鋼等關鍵金屬部件的真空熱處理,可以完成的工藝內容包括:真空油淬、真空氣淬、真空退火與真空回火等工。
4.2 立式真空雙室淬火裝備
立式真空雙室淬火爐是頂立科技新一代高端熱工裝備,也是《中國熱處理與表層改性技術路線圖》指定的重點攻關設備,具有廣泛的應用前景。
立式水淬爐不僅適用于鈦合金水固溶處理,還可以擴展至、鋁合金、鎳基及鈷基高彈性合金3J21、核能領域17-4PH、410不銹鋼、鎢基高比重合金等真空水固溶處理。
該設備具有以下顯著技術特點:工件從立式真空水淬爐中完成固溶處理,僅需垂直降落,無∏型運行軌跡,工件運轉時間相對縮短,可達到<6s,且無水蒸氣污染真空泵組,相比臥式真空水淬爐顯示了極大的優越性。除此之外,采用立式結構,十分適用于淬透性不強,長桿狀結構的α+β鈦合金零部件的固溶熱處理,畸變量十分微小。
中國某公司使用VVWQ3030立式真空水淬爐設備專門處理3D打印TC4鈦合金制品,工藝內容:固溶+時效,取得了良好的效果:
外觀:工件處理完畢后,表面光亮,無氧化色;淬透性:Φ20mm截面內全部淬透;畸變量:較小,全跳動量增加0.02mm。機械性能大幅提高,具體如表2所示。
4.3 臥式雙室真空高壓氣淬裝備
該設備適用于各類航空、航天領域中3D打印專用高壓氣淬處理,包括鋁基、銅基、銀基、鎳基、金基、不銹鋼、復合材料、高溫合金的高壓氣淬處理,目前是ACME供給航空引擎葉片制造廠的主打設備。
該設備具有的技術特點如表3所示:
4.4 臥式雙室真空滲碳裝備
該裝備主要用于20CrMnTi、12Cr2Ni4A、12Cr2Ni3A等結構鋼、高合金滲碳鋼的滲碳及滲碳后的淬火,1Cr13等不銹鋼的滲碳及滲碳后的淬火,工模具鋼的淬火,以及齒輪類部件、軸套類部件、精密軸承、油泵油嘴機械件、精密機器部件等的淬火、退火等。其技術特征為:
(1)臥式雙室結構,1個滲碳室和1個淬火室,淬火介質依據實際可選擇;
(2)鼠籠式石墨加熱爐膽上均勻布置著滲碳介質注入噴頭,確保氣氛均勻;
(3)實現1050℃下高溫滲碳,極大的縮短了滲碳周期;
(4)淬火轉移料車傳遞平穩,執行“慢-快-慢”運行節拍,轉移時間短;
(5)采用脈沖氣氛控制,對盲孔滲碳更具有優勢。
4.5 真空熱壓裝備
該裝備主要用于各類金屬材料、復合材料、高導熱材料、SiC陶瓷、耐磨類材料等真空/氣氛下的高溫熱壓狀態下的致密化工藝。其主要特征如下:
(1)單室、內熱、冷壁、臥式結構,整體布置緊湊合理;
(2)配裝的液壓專用壓力機確保系統控制加載壓力準確;
(3)加壓方式可選擇單向加壓和雙向對壓;
(4)熱場可懸著石墨隔熱屏、全金屬隔熱屏;
(5)加載壓力可懸著30T、35T、100T、200T、400T、500T、800T、1000T;
(6)真空熱壓爐溫度可選擇1500℃、1800℃、2000℃、2300℃、2500℃;
(7)壓頭材料可選擇等靜壓石墨、TZM合金。
5. 結束語
(1)高性能關鍵金屬部件增材制造的發展和工程應用,將不單取決于高性能粉體材料制備及3D打印過程中內部冶金缺陷的機理研究,更大程度上取決于影響3D打印關鍵金屬部件組織性能的后續工藝技術及設備的探究深度;
(2)加快我國3D打印技術國家標準制訂,特別是3D打印后續工藝技術及工藝相關國家技術標準十分必要;
(3)頂立科技現有真空熱處理高端產品基本代表了中國最先進的水平,時代賦予了頂立科技責任與使命,將加大開發符合“工業4.0”、“中國制造2025”趨勢的高端熱處理裝備力度,滿足快速3D打印關鍵金屬部件對組織性能調控的后續工藝需求。
3D打印技術(AM)能夠直接成形機械性能優良、結構復雜的金屬構件,具有傳統加工方法沒有辦法比擬的優點,因此該技術有望為航空航天、國防工業重大裝備中大型難加工金屬構件的制造提供一條快速、柔性、低成本的技術新途徑[3]。但由于未能有效解決制造過程中“熱/內應力”、“內部缺陷”等控制問題,致使3D打印還難以應用于航空航天關鍵及主承力構件、大型復雜模具等高端領域。
本文就3D打印技術發展面臨的問題與挑戰,簡要分析了3D打印后續工藝控性技術、標準制訂發展現狀,指出高性能關鍵金屬部件增材制造的發展和工程應用,將不單取決于高性能粉體材料制備及3D打印過程中內部冶金缺陷的機理研究,更大程度上取決于影響3D打印關鍵金屬部件組織性能的后續工藝技術及設備的探究深度。
1. 3D打印面臨的問題
3D打印具有“高性能粉體制備”、“復雜結構直接制造”、“表面控形”、“后續工藝控性”一體化的獨特特征。以現階段最為火熱的激光選區熔化3D打印技術為例[4],該技術的材料非平衡物理冶金和熱物理過程十分復雜,同時發生著激光束與粉體、熔池與粉床的交互作用、熔區超高溫梯度和強約束力下的快速凝固、構件內部組織演變、循環條件下熱應力演化等現象。因此,3D打印面臨的最大問題在于打印過程中,構件鋪粉層與鋪粉層之間、單一鋪粉層內部等局部區域產生的各種特殊的內部缺陷,如粉末團聚、粉末揮發飛濺、熱/內應力、層間局部未融合、氣隙、卷入性和析出性氣孔、微細陶瓷夾雜物、內部特殊裂紋、晶粒異常形核與長大等,以至于影響最終成形部件的內部質量、力學性能和部件的服役使用安全[5]。事實上,內部冶金缺陷控制一直是3D打印亟待攻克的關鍵技術之一。

圖13D打印過程中產生的各類缺陷(a) 粉末團聚;(b) 粉末揮發飛濺;(c)氣孔
國內金屬基3D打印專家普遍將3D打印過程中出現內部冶金缺陷的矛頭指向粉體材料基礎問題以及3D打印內部特有冶金缺陷的基本特征、形成機理及控制方法研究不夠深入。筆者通過與世界著名3D打印材料專家,澳大利亞技術科學與工程院院士、蒙納什大學3D打印中心主任吳鑫華教授、美國路易斯安娜州立大學郭晟旻教授的合作交流中,并結合自身多年在金屬基粉體制備方面的經驗,深刻體會到,要從根本上解決長期制約關鍵金屬部件3D打印技術發展和應用的內部缺陷問題,單單靠材料基礎問題與3D打印過程中的內部缺陷機理研究是不夠的。中國制造業從來都是“重冷輕熱”,而材料能否從根本上得到改性,很大程度上取決于后續工藝工藝與設備。筆者認為,3D打印的部件必需經過后續熱等靜壓、開模鍛造等致密化處理以及“四把火”(淬火、退火、回火、正火)等熱處理工藝,并制訂配套工藝標準,才能從根本上減少或消除3D打印關鍵金屬部件存在的“內部質量”(冶金缺陷、晶粒及顯微組織等)問題。2. 3D打印后續工藝控性技術發展現狀
真空熱處理技術具有無氧化、無污染、表面質量高、變形微小等突出特點,是當前國際熱處理技術發展的熱點。傳統金屬部件的改性熱處理技術,只要摸索并制訂適用于3D打印領域的工藝及標準,理論上可極大地改善3D打印內部缺陷的問題[6-7]。筆者認為,所謂3D打印后續工藝控性技術,除了在金屬熱處理領域已有千年歷史的“四火”外,還應包括熱等靜壓、開模鍛造等致密化處理、表面熱處理(感應熱處理)以及化學熱處理(滲碳/滲氮)等。
2.1 熱等靜壓致密化處理
熱等靜壓(HIP)是一種集高溫、高壓于一體的工藝生產技術。被加工件在高溫高壓的共同作用下,各向均衡受壓,故加工產品的致比重高、均勻性好、性能優異。吳鑫華院士新近開發的近凈成形熱等靜壓工藝,與國內市場大部分熱等靜壓工藝截然不同。經該技術處理的3D打印部件各方面性能有了實質提高,特別是在微觀組織與機械性能方面保持高度的一致性與重復性。吳鑫華院士指出“3D打印過程中不可避免存在孔洞與缺陷,需要借助外力作用來消除,而HIP毫無疑問是最好選擇之一。熱等靜壓工藝使材料發生蠕變及塑性變形,從而以較小的變形改善部件內部的空隙及缺陷”。
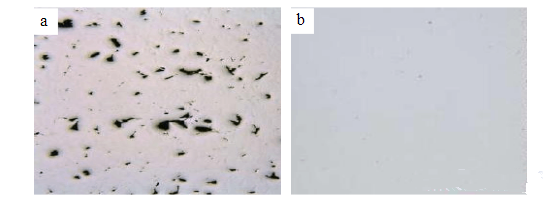
圖2樣件經HIP處理前后對比
(a) HIP處理前;(b) HIP處理后
2.2 真空淬火/回火處理
按采用的冷卻介質不同,真空淬火處理可分為油淬、氣淬、水淬等。真空淬火后的工件表面光亮不增碳不脫碳,使服役中承受摩擦和接觸應力的產品,如工模具H43鋼的使用壽命可提高幾倍甚至更高。與表面狀態好具有同等重要意義的是淬火后工件尺寸和形狀變形小,一般可省去修復變形的機械加工,從而提高經濟效益并彌補3D打印成本高的不足。
真空回火目的是將已通過淬火后的3D打印金屬部件優勢(產品不氧化、不脫碳、表面光亮、無腐蝕污染等)保持下來,并消除淬火應力,穩定組織。實踐證明,如3D打印TC4部件,經真空回火處理后其強度與常規效果所差無幾,但塑性卻明顯提高了。
2.3 真空退火/正火處理
真空退火除了要達到改變3D打印金屬部件晶體結構、細化組織、消除應力等改性目的以外,還要發揮真空加熱可防止氧化脫碳、除氣脫脂、使氧化物蒸發的效果,從而進一步提高表面光亮度和力學性能。
正火既可以作為3D打印金屬部件的最終熱處理,也可以作為預備處理。正火代替退火可提高部件的力學性能;一些受力不大的工件,正火可代替調制處理作為最終熱處理,簡化熱處理工藝;也可作為用感應加熱方法進行表面淬火前的預備熱處理。
2.4 真空滲碳/滲氮處理
滲碳/滲氮是目前應用最廣泛的一種化學熱處理方法。它是滲碳、滲氮介質在工件表面產生的活性原子,經過表面吸收和擴散將碳、氮滲入工件表層,以便將工件淬火和低溫回火后,顯著提高其表層的硬度、強度,特別是疲勞強度和耐磨性,而芯部仍保持一定的強度和良好的韌性。
3. 國內外3D打印技術標準分析
隨著3D打印技術的日臻成熟,與之相關的標準化工作也日趨活躍[8]。自2002年,美國汽車工程師協會發布了首個3D打印技術標準《退火Ti-6Al-4V鈦合金激光沉積產品》以來,已經陸陸續續頒布了19項標準。這些標準涵蓋了產品的退火和熱等靜壓工藝制度、3D打印過程中制件的消除應力退火制度及要求以及退火或熱等靜壓后的時效制度,反映了國外已經在控制內部缺陷、消除殘余應力,減少變形方向等方面開展了大量的研究工作。
反觀國內,我國3D打印技術標準的發展落后于國外,沒能充分反映國內技術發展的水平。由于缺少對3D打印工藝過程的表征、控制和認證的標準,技術的大范圍推廣使用受到制約,已有的技術優勢并沒有能夠迅速轉化為產品優勢和市場優勢,因此迫切需要開展3D打印技術的標準化工作,特別是關乎組織性能調控的熱處理制度及設備標準化建設工作。
4. 3D打印后續工藝技術及設備探究
真空熱處理技術是隨著真空熱處理設備的發展而發展的。美國首臺真空熱處理設備的成功研制,才開啟真空退火/淬火工藝的應用。“一代裝備,一代技術,一代材料”,裝備作支撐,工藝技術才能實現,材料制備才有保障。國內企業往往注重材料配方與具體工藝的實施,而忽略裝備在材料制備過程中的重要性,這點在3D打印后續工藝領域顯得尤為突出。事實上,欲減少或消除3D打印關鍵金屬部件存在的“內部質量”問題,其根本在于后續工藝技術及設備的探究深度。
4.1 臥式雙室真空氣冷油淬裝備
該設備主要用于3D打印模具鋼(H43等)、高強鋼、高速鋼、合金鋼等關鍵金屬部件的真空熱處理,可以完成的工藝內容包括:真空油淬、真空氣淬、真空退火與真空回火等工。

圖3臥式雙室真空氣冷油淬裝備結構示意圖
臥式雙室真空氣冷油淬裝備是頂立科技研發的新一代改進型高端設備,符合“工業4.0”、“中國制造2025”發展特征趨勢及基本要素,是全球最先進的熱處理裝備之一。其主要特征如表1所示:

立式真空雙室淬火爐是頂立科技新一代高端熱工裝備,也是《中國熱處理與表層改性技術路線圖》指定的重點攻關設備,具有廣泛的應用前景。
立式水淬爐不僅適用于鈦合金水固溶處理,還可以擴展至、鋁合金、鎳基及鈷基高彈性合金3J21、核能領域17-4PH、410不銹鋼、鎢基高比重合金等真空水固溶處理。

圖4立式真空雙室水淬裝備結構示意圖
該設備具有以下顯著技術特點:工件從立式真空水淬爐中完成固溶處理,僅需垂直降落,無∏型運行軌跡,工件運轉時間相對縮短,可達到<6s,且無水蒸氣污染真空泵組,相比臥式真空水淬爐顯示了極大的優越性。除此之外,采用立式結構,十分適用于淬透性不強,長桿狀結構的α+β鈦合金零部件的固溶熱處理,畸變量十分微小。
中國某公司使用VVWQ3030立式真空水淬爐設備專門處理3D打印TC4鈦合金制品,工藝內容:固溶+時效,取得了良好的效果:
外觀:工件處理完畢后,表面光亮,無氧化色;淬透性:Φ20mm截面內全部淬透;畸變量:較小,全跳動量增加0.02mm。機械性能大幅提高,具體如表2所示。

該設備適用于各類航空、航天領域中3D打印專用高壓氣淬處理,包括鋁基、銅基、銀基、鎳基、金基、不銹鋼、復合材料、高溫合金的高壓氣淬處理,目前是ACME供給航空引擎葉片制造廠的主打設備。

圖5臥式雙室真空高壓氣淬裝備結構示意圖
該設備具有的技術特點如表3所示:

該裝備主要用于20CrMnTi、12Cr2Ni4A、12Cr2Ni3A等結構鋼、高合金滲碳鋼的滲碳及滲碳后的淬火,1Cr13等不銹鋼的滲碳及滲碳后的淬火,工模具鋼的淬火,以及齒輪類部件、軸套類部件、精密軸承、油泵油嘴機械件、精密機器部件等的淬火、退火等。其技術特征為:
(1)臥式雙室結構,1個滲碳室和1個淬火室,淬火介質依據實際可選擇;
(2)鼠籠式石墨加熱爐膽上均勻布置著滲碳介質注入噴頭,確保氣氛均勻;
(3)實現1050℃下高溫滲碳,極大的縮短了滲碳周期;
(4)淬火轉移料車傳遞平穩,執行“慢-快-慢”運行節拍,轉移時間短;
(5)采用脈沖氣氛控制,對盲孔滲碳更具有優勢。

圖6臥式雙室真空滲碳裝備結構示意圖
4.5 真空熱壓裝備
該裝備主要用于各類金屬材料、復合材料、高導熱材料、SiC陶瓷、耐磨類材料等真空/氣氛下的高溫熱壓狀態下的致密化工藝。其主要特征如下:
(1)單室、內熱、冷壁、臥式結構,整體布置緊湊合理;
(2)配裝的液壓專用壓力機確保系統控制加載壓力準確;
(3)加壓方式可選擇單向加壓和雙向對壓;
(4)熱場可懸著石墨隔熱屏、全金屬隔熱屏;
(5)加載壓力可懸著30T、35T、100T、200T、400T、500T、800T、1000T;
(6)真空熱壓爐溫度可選擇1500℃、1800℃、2000℃、2300℃、2500℃;
(7)壓頭材料可選擇等靜壓石墨、TZM合金。

圖7真空熱壓裝備結構示意圖
除此之外,還有各類特種真空熱處理裝備,可廣泛應用于金屬基3D打印構件的后續工藝,包括臥式高真空退火裝備、立式底裝料高真空退火裝備、高真空回火裝備等。5. 結束語
(1)高性能關鍵金屬部件增材制造的發展和工程應用,將不單取決于高性能粉體材料制備及3D打印過程中內部冶金缺陷的機理研究,更大程度上取決于影響3D打印關鍵金屬部件組織性能的后續工藝技術及設備的探究深度;
(2)加快我國3D打印技術國家標準制訂,特別是3D打印后續工藝技術及工藝相關國家技術標準十分必要;
(3)頂立科技現有真空熱處理高端產品基本代表了中國最先進的水平,時代賦予了頂立科技責任與使命,將加大開發符合“工業4.0”、“中國制造2025”趨勢的高端熱處理裝備力度,滿足快速3D打印關鍵金屬部件對組織性能調控的后續工藝需求。
來源:中國3D打印網
本文提到的3D打印材料簡介
的名義價格,如果制作零件較大,價格會顯著下降。")
適合做戒指、掛墜、耳環等首飾,獎章、紀念幣或者對導電性要求高的工業零件。35元/克為小件(如首飾)的名義價格,如果制作零件較大,價格會顯著下降。
文章來源:(南極熊)
轉載免責聲明:
本網站轉載的文章,其版權均歸原作者所有,如其他媒體、網站或個人從本網下載使用,請在轉載有關文章時務必尊重該文章的著作權,保留本網注明的“本文來源”,并自負版權等法律責任









")






