
























圖文并茂!一網打盡陶瓷3D打印技術
魔猴君 行業資訊 2288天前
據知名市場研究公司MARKETS ANDMARKETS(M&M)發布的一份調查報告顯示,3D打印陶瓷市場的全球規模有望從2016年的2780萬美金增長至2021年的1.315億美金,期間的復合年增長率(CAGR)將高達29.6%。
該報告還顯示,截至目前,3D打印陶瓷市場份額最大的地區仍是北美,并有望繼續領跑;歐洲其次,而亞太地區則有望后來居上,在未來5年里坐擁全球最高的增長率。主要包含3D打印用陶瓷粉末材料市場、3D打印陶瓷產品市場和相關設備、技術市場等的陶瓷3D打印市場,發展潛力巨大。
目前陶瓷3D打印成型技術主要可以分為噴墨打印技術(IJP)、熔融沉淀技術(FDM)、分層實體制造技術(LOM)、選擇性激光燒結技術(SLS) 和立體光固化技術(SLA)等。 使用這些技術打印得到的陶瓷坯體經過高溫脫脂和燒結后便可得到陶瓷部件。根據成型方法和使用原料的不同,每種打印技術都有自己的優缺點,發展程度也有差距。
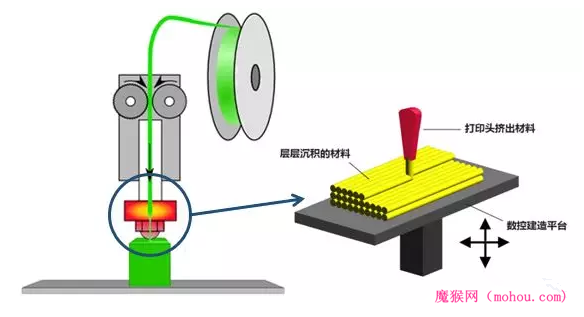
1熔融沉積造型(FDM)
熔化沉積造型法由美國學者Scott Crump于1988年研制成功,其以熱塑性絲狀為原料,絲通過可在X-Y方向上移動的液化器熔化后噴頭噴出,根據所涉及部件的每一層形狀,逐條線、逐個層的堆積出部件。FDM使用的原材料有聚丙烯、丙烯腈-丁二烯鑄造蠟質等。
FDM具有成本低、結構簡單、原材料的利用效率高且沒有毒氣或化學物質的污染等優勢,但也具有制備出的原型表面有較明顯的條紋、與截面垂直的方向強度小、成型速度相對較慢、噴頭容易發生堵塞,不便維護的劣勢。
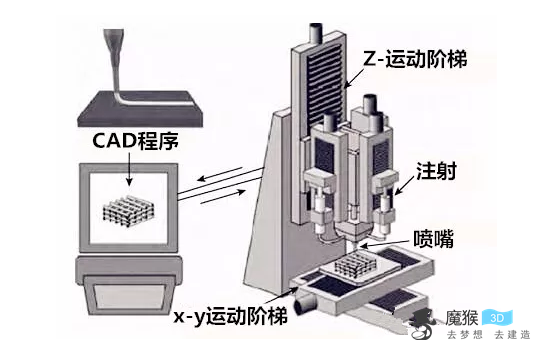
2直寫自由成型(DIW)
直寫自由成型技術,將陶瓷制備成具有固化特性的陶瓷懸浮液,計算機控制的Z方向上的漿料輸送裝置在X-Y平面內移動,同時從針頭擠出陶瓷懸浮液,其在pH值、光照、熱輻射等固化因素作用下實現固化,逐層堆積形成陶瓷部件毛坯。
DIW具有無需紫外光和激光的輻射,常溫下成型;可制備高致密化的燒結體的優勢,但也具有水基陶瓷懸浮液穩定性較差,保存周期短;有機物基陶瓷漿料穩定性高,保存周期長,但需增加低溫排膠過程,制造成本高的劣勢。
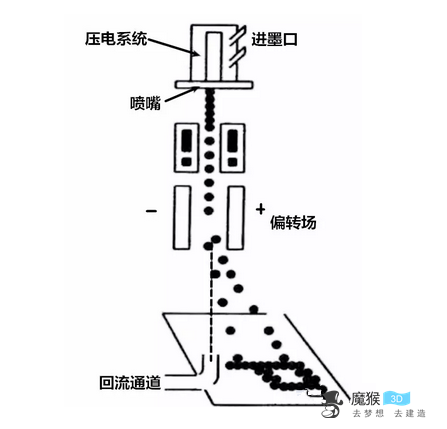
3噴墨打印技術(IJP)
噴墨打印法是由Brunel大學的Evans和Edirisingle研制出來的,它是將含有納米陶瓷粉的懸浮液直接由噴頭噴出以沉積成陶瓷件。目前使用的陶瓷材料有ZrO2、TiO2、Al2O3等。
IJP具有成型原理簡單,打印頭成本低,易產業化等優勢;但噴墨打印頭堵塞,另外打印高度受限且不能打印內部多孔結構模型,還要求粉末粒徑分布均勻,流動性好且高溫化學性質穩定。
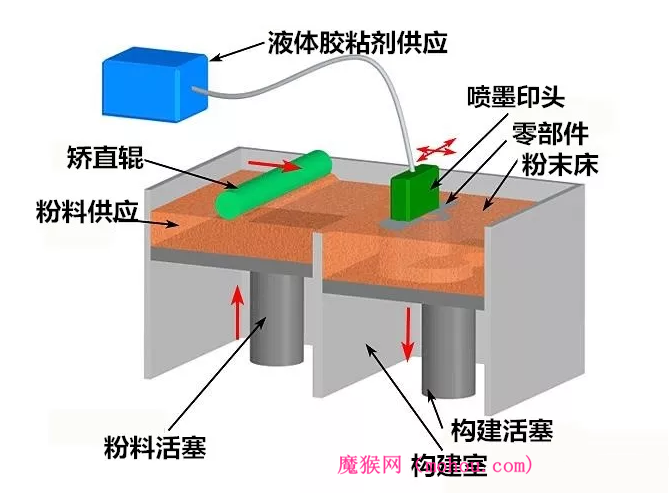
4三維印刷工藝(3DP)
三維打印是由MIT開發出來的,首先將粉末鋪在工作臺上,通過噴頭把粘結劑噴到選定的區域,將粉末粘結在一起,形成一個層,而后,工作臺下降,填粉后重復上述過程直至做出整個部件。目前,以氧化鋯、鋯英砂、氧化鋁、碳化硅和氧化硅等陶瓷粉體為原材料。
3DP具有能夠大規模成型出陶瓷部件,成本較低的優勢,但也具有黏結劑黏合強度受限導致部件強度有限,難以得到機械性能優良的陶瓷器件的劣勢。
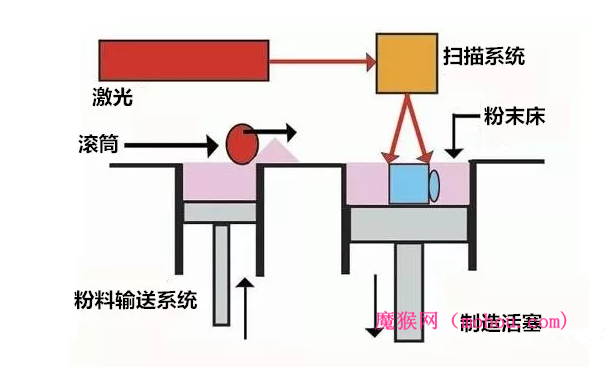
5激光選區燒結/熔融(SLS/SLM)
SLM 的思想最初由德國Fraunhofer研究所于1995年提出,SLS和SLM原理與三維印刷技術較類似,將粘接劑換為激光束。在高功率比重激光器激光束開始掃描前,水平鋪粉輥先把金屬粉末平鋪到加工室的基板上,然后激光束將按當前層的輪廓信息選擇性地熔化基板上的粉末,加工出當前層的輪廓,然后調入下一圖層進行加工,如此層層加工,直到整個部件加工完畢。
SLS/SLM工藝使用的一般是塑料、蠟、陶瓷、金屬或其復合物的粉末,其具有無需支撐即可制備復雜陶瓷部件的優點,但也存在因受到粘接劑鋪設比重的限制導致陶瓷制品致比重不高的問題。
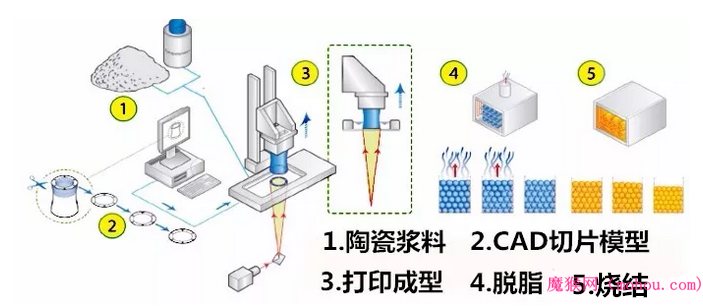
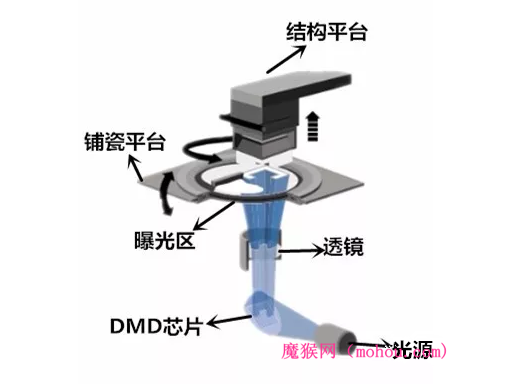
6光固化快速成型技術(SLA)
SLA技術是通過激光的掃描曝光實現單層的固化。通過紫外激光束,按照設計好的原件層截面,聚焦到工作槽中的陶瓷光敏樹脂混合液體,逐點固化,由點及線,由線到面。通過xy方向固化成面后,通過升降臺在z軸方向的移動,層層疊加完成三維打印陶瓷部件。
SLA具有成型精度極高陶瓷件燒結后致比重高的優勢;但存在后續工藝麻煩,以及二次固化問題,另外,SLA難以加工折射率較高的陶瓷材料。
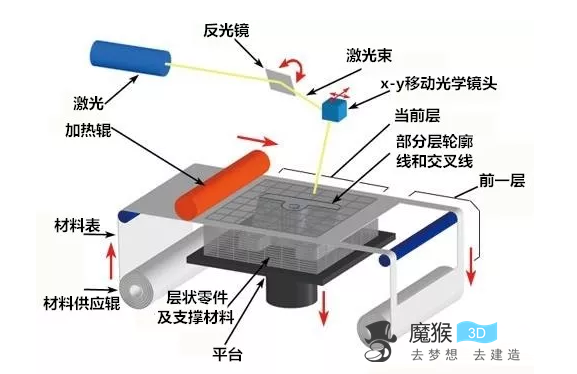
7疊層實體制造(LOM)
在層片疊加制造工藝中,將單面涂有熱溶膠的箔材通過熱輥加熱,由紙、陶瓷箔、金屬箔等構成的材料就會粘接在一起。然后上方的激光器按照CAD模型分層數據,用激光束將箔材切割成所制部件的內外輪廓,再鋪上新的一層箔材,重復上述過程,直至整個零部件打印完成。
LOM具有成形速度快,適合用于制造層狀復雜結構部件,后期處理過程比較簡單的優勢,但也存在不可避免的產生大量材料浪費的現象,利用率有待提高,同時打印過程采用的激光切割增加了打印成本。
綜述與展望
陶瓷3D打印技術的出現顛覆了傳統的制造模式,在復雜結構、一體化制造、降低成本和縮短研制周期等方面極具潛力,打破了陶瓷傳統加工工藝的限制,受到了眾多學者和企業家的關注。
目前國外陶瓷基3D打印材料制造商主要包括美國的3DSystems、Tethon 3D和Viridis3D以及澳大利亞Lithioz公司。國內知名企業有北京太爾時代、湖南華曙高科、武漢三維、北京十維、浙江迅實、深圳長朗、中航邁特等。

陶瓷3D打印技術詳解
陶瓷件的3D打印包括配置陶瓷漿料、繪制三維模型并分層、3D打印成型、燒結等流程,其無需原胚和模具,就能直接根據計算機圖形數據,通過增加材料的方法生成任何形狀的物體,簡化產品的制造程序,縮短產生的研制周期,提高效率并降低成本。
3D打印陶瓷過程
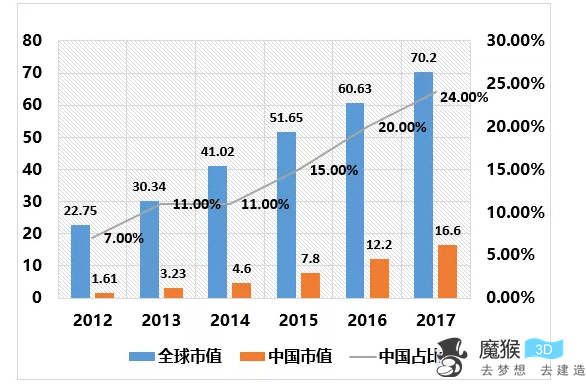
2012-2017全球及中國3D打印產業規模
(單位:億美金)
相關數據顯示,國內從事3D打印的企業接近200家,70%集中在桌面打印領域,而從事工業打印機生產和研發的企業有四五十家,從事金屬打印的企業有三十家,從事生物打印的企業大概接近十家,從事材料打印的企業大概有二三十家。雖然在企業數量上,我國已經可以媲美國外企業,但是在綜合實力方面,仍有很大的差距。
目前,國內外3D打印發展的差距:
1)產業化進程緩慢,市場需求不足;
2)美國3D打印產品的快速制造水平比國內高;
3)燒結的材料尤其是金屬材料,質量和性能比我們好;
4)激光燒結陶瓷粉末、金屬粉末的工藝方面還有一定差距;
5)國內企業的收入結構單一,主要靠賣3D打印設備,而美國的公司是多元經營,設備、服務和材料基本各占銷售收入的1/3。
展望未來,3D打印是以數字化、網絡化為基礎,以個性化、短流程為特征,實現直接制造、桌邊制造和批量訂制的新的制造方式,相信在不久的將來,3D打印技術一定會在陶瓷領域大有作為。來源:中國3D打印網
文章來源:(粉體網) 轉載免責聲明: 本網站轉載的文章,其版權均歸原作者所有,如其他媒體、網站或個人從本網下載使用,請在轉載有關文章時務必尊重該文章的著作權,保留本網注明的“本文來源”,并自負版權等法律責任
上一篇 3D打印技術面臨的挑戰









")






