員體系")
")























解析:3D打印材料及其應(yīng)用概述
魔猴君 行業(yè)資訊 2317天前
3D打印材料是3D打印技術(shù)重要的物質(zhì)基礎(chǔ),種類范圍主要包括聚合物材料、金屬材料、陶瓷材料等。文章首先簡(jiǎn)要介紹了目前3D打印的各類常見材料,然后分別介紹了它們的特點(diǎn)、性能要求及相關(guān)應(yīng)用情況。最后,結(jié)合研究的最新進(jìn)展,對(duì)3D打印新材料及其前景進(jìn)行展望。
1、3D打印
3D 打印技術(shù),也被稱為3D打印(Additive Manufacturing,AM)技術(shù),是一項(xiàng)起源于20 世紀(jì)80 年代集機(jī)械、計(jì)算機(jī)、數(shù)控和材料于一體的智能制造技術(shù)。該技術(shù)的基本原理是根據(jù)三維實(shí)體部件經(jīng)分層處理得到的二維截面信息,以點(diǎn)、線或面作為基本單元進(jìn)行逐層堆積制造,最終得到實(shí)體部件或原型。3D打印區(qū)別于傳統(tǒng)的減材(如切削加工)和等材(如鍛造)制造方法,可以實(shí)現(xiàn)傳統(tǒng)方法沒有辦法或很難達(dá)到的復(fù)雜結(jié)構(gòu)部件的制造,并大幅減少加工工序,縮短加工周期,因此得到了世界各地科研工作者的廣泛關(guān)注。
3D 打印技術(shù)最早應(yīng)用于各類原型的快速制造,故在早期也被稱為快速原型技術(shù)(Rapid Prototyping,RP)。早期的3D打印技術(shù)由于材料種類的限制,大多使用有機(jī)高分子材料,其機(jī)械、化學(xué)性能大多難以滿足實(shí)際應(yīng)用的需求。隨著材料技術(shù)與裝備技術(shù)的發(fā)展,將該技術(shù)應(yīng)用于終端部件制造的愿望越來越迫切,因此不僅對(duì)3D打印裝備提出了更高的要求,對(duì)3D打印材料各項(xiàng)性能的要求也日益提高。
3D 打印材料是3D 打印技術(shù)重要的物質(zhì)基礎(chǔ),它的性能在很大程度上決定了成形部件的綜合性能。發(fā)展至今,其材料種類已經(jīng)十分豐富,主要種類包括聚合物材料、金屬材料、陶瓷材料等。本文將結(jié)合幾種3D打印材料研究及應(yīng)用的最新進(jìn)展,分別對(duì)3D打印用聚合物材料、金屬材料和陶瓷材料進(jìn)行介紹。
2、3D打印用聚合物材料
3D打印用聚合物材料主要包括光敏樹脂、熱塑性塑料及水凝膠等。紙張、淀粉、糖、巧克力等也可納入聚合物材料的范疇,部分學(xué)者及企業(yè)對(duì)其進(jìn)行了3D打印研究,但因篇幅所限文中不進(jìn)行展開介紹。
光敏樹脂是最早應(yīng)用于3D打印的材料之一,適用于光固化成形(Stereolithography Apparatus,SLA),主要成分是能發(fā)生聚合反應(yīng)的小分子樹脂(預(yù)聚體、單體),其中添加有光引發(fā)劑、阻聚劑、流平劑等助劑,能夠在特定的光照(一般為紫外光)下發(fā)生聚合反應(yīng)實(shí)現(xiàn)固化。光敏樹脂并不算一種新的材料,與其原理類似的光刻膠、光固化涂料、光固化油墨等已經(jīng)在電子制造、全息影像、膠粘劑、印刷、醫(yī)療等領(lǐng)域得到廣泛應(yīng)用。在涂料領(lǐng)域,光固化技術(shù)因具有固化速度快、固化性能優(yōu)異、少污染、節(jié)能等優(yōu)點(diǎn)被認(rèn)為是一種環(huán)境友好的綠色技術(shù)。但應(yīng)用于3D打印的樹脂固化厚度(一般>25 μm)明顯大于傳統(tǒng)涂料的涂布厚度(一般<20 μm),其在配方組成上與傳統(tǒng)的光固化涂料、油墨等有所區(qū)別。
按照聚合體系劃分,可以分為自由基聚合和陽離子聚合,兩者的聚合機(jī)理和依靠的活性基團(tuán)各不相同。自由基聚合依靠光敏樹脂中的不飽和雙鍵進(jìn)行聚合反應(yīng),而陽離子聚合依靠光敏樹脂中的環(huán)氧基團(tuán)進(jìn)行聚合反應(yīng)。自由基聚合體系固化速度快,原料成本低,但在空氣中存在一定程度的氧阻聚效應(yīng),會(huì)對(duì)固化性能及部件性能產(chǎn)生影響;陽離子聚合體系則無氧阻聚效應(yīng),固化收縮小甚至無收縮,但對(duì)水分很敏感,且原料成本較高,所以目前3D打印中使用的光敏樹脂以自由基聚合體系為主。
3D打印用光敏樹脂主要采用的是自由基聚合的丙烯酸酯體系。商業(yè)化的丙烯酸酯有多種類型,需要根據(jù)不同的需求對(duì)配方進(jìn)行調(diào)整。總體而言,3D 打印用的光敏樹脂有以下幾點(diǎn)要求:
(1)固化前性能穩(wěn)定,一般要求可見光照射下不發(fā)生固化;
(2)反應(yīng)速度快,更高的反應(yīng)速率可以實(shí)現(xiàn)高效率成形;
(3)粘度適中,以匹配光固化成形裝備的再涂層要求;
(4)固化收縮小,以減少成形時(shí)的變形及內(nèi)應(yīng)力;
(5)固化后具有足夠的機(jī)械強(qiáng)度和化學(xué)穩(wěn)定性;
(6)毒性及刺激性小,以減少對(duì)環(huán)境及人體的傷害。
除此之外,在一些特殊的應(yīng)用場(chǎng)合還會(huì)有一些其他的需求,如應(yīng)用于鑄造的光敏樹脂要求低灰分甚至無灰分,再如應(yīng)用牙科矯形器或植入物制造的樹脂要求對(duì)人體無毒或可生物降解等性能。目前市面上銷售的光敏樹脂種類多樣,能夠滿足不同領(lǐng)域的需求。
熱塑性聚合物是最常見的3D 打印材料之一,常見的3D打印用熱塑性聚合物有丙烯腈-丁二烯- 苯乙烯塑料(丙烯腈-丁二烯)、聚乳酸(PLA)、聚酰胺(尼龍)(PA)、聚碳酸酯(PC)、聚苯乙烯(PS)、聚己內(nèi)酯(PCL)、聚苯砜(PPSF)、熱塑性聚氨酯(彈性橡膠)、聚醚醚酮(PEEK)等。
根據(jù)3D 打印方法的不同,要求材料的形態(tài)也有所不同。熔融沉積成形(Fused Deposition Modeling,F(xiàn)DM)使用的是絲材,激光選區(qū)燒結(jié)(Selective Laser Sintering,SLS)則使用的是粉材。由于工業(yè)上常用的聚合物原料大多以顆粒為主,制成絲材或粉材都要進(jìn)行二次加工,提高了3D打印耗材的使用成本,目前也有一些單位開始研發(fā)以顆粒為原料的3D打印裝備。下面對(duì)幾種有代表性的材料進(jìn)行介紹。
PLA 和丙烯腈-丁二烯 是FDM 最常用的耗材,因價(jià)格便宜而十分普及。丙烯腈-丁二烯 是常見的工程塑料,具有較好的機(jī)械性能,但3D 打印條件要求苛刻,在打印過程中容易產(chǎn)生翹曲變形,且易產(chǎn)生刺激性氣味。PLA 是可降解的環(huán)保塑料,打印性能較好,是一種較為理想的3D 打印熱塑性聚合物,已廣泛應(yīng)用于教育、醫(yī)療、建筑、模具設(shè)計(jì)等行業(yè)。除此之外,PLA 還具有良好的生物相容性,加入羥基磷灰石改性的PLA可用于組織工程支架的制造。
PA是一種半晶態(tài)聚合物,經(jīng)SLS成形后能得到高致比重且高強(qiáng)度的部件,是SLS 的主要耗材之一。SLS中所使用的PA需具有較高的球形度及粒徑均勻性,通常采用低溫粉碎法制備得到。通過加入玻璃微珠、粘土、鋁粉、碳纖維等無機(jī)材料可制備出PA復(fù)合粉末,這些無機(jī)填料的加入能顯著提高某些方面的性能,如強(qiáng)度、耐熱性能、導(dǎo)電性等,以滿足不同領(lǐng)域的應(yīng)用需求。
PCL 是一種無毒、低熔點(diǎn)的熱塑性塑料,PCL絲材主要作為兒童使用的3D打印筆的耗材,因成形溫度較低(80~100°C)而有較高的安全性。值得一提的是,PCL具有優(yōu)異的生物相容性和降解性,可以作為生物醫(yī)療中組織工程支架的材料,通過摻雜納米羥基磷灰石等材料還能夠改善力學(xué)性能及生物相容性。除此之外PCL 材料還具有一定的形狀記憶效應(yīng),在4D打印方面有一定的潛力。
彈性橡膠 是一種具有良好彈性的熱塑性聚合物,其硬度范圍寬且可調(diào),有一定的耐磨性、耐油性,適用于鞋材、個(gè)人消費(fèi)品、工業(yè)部件等的制造。結(jié)合3D打印技術(shù)可以制造出傳統(tǒng)成形工藝難以制造的復(fù)雜多孔結(jié)構(gòu),使得制件擁有獨(dú)特且可調(diào)控的力學(xué)性能。采用SLS 工藝打印的多孔結(jié)構(gòu)彈性橡膠鞋墊的彈性性能和使用強(qiáng)度已達(dá)到市場(chǎng)使用標(biāo)準(zhǔn)。
PEEK 是一種半晶態(tài)聚合物,具有高熔點(diǎn)(343°C)和優(yōu)異的力學(xué)性能,生物相容性也十分優(yōu)秀, 是目前研究較熱的3D 打印材料。純PEEK 的楊氏模量為3.86±0.72 GPa,經(jīng)碳纖維增強(qiáng)后可達(dá)21.1±2.3 GPa,與人骨的楊氏模量最為接近,可以有效避免植入人體后與人骨產(chǎn)生的應(yīng)力遮擋以及松動(dòng)現(xiàn)象,是一種理想的骨科植入物材料。采用3D 打印技術(shù)制造的PEEK 植入體(圖1)能夠很好地滿足不同病人不同病情的個(gè)性化植入物訂制需求,目前國(guó)內(nèi)3D打印PEEK植入物已經(jīng)在臨床上取得了較好的效果。
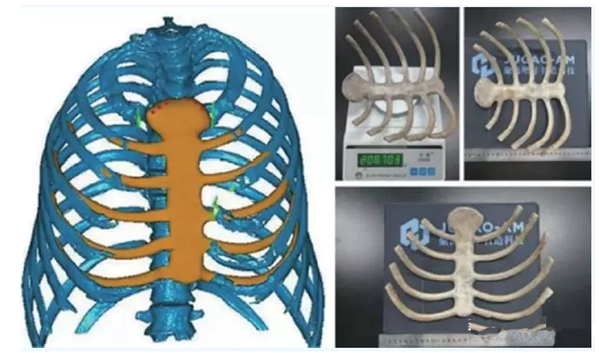
圖1 胸骨假體CAD模型及實(shí)物
水凝膠是一種具有交聯(lián)三維網(wǎng)絡(luò)的高分子結(jié)構(gòu),能夠吸收并保持大量的水分(可達(dá)99%)。根據(jù)聚合物來源的不同,可分為天然水凝膠與合成水凝膠。前者如明膠、瓊脂、海藻酸鈉等具有較高的溶脹性,機(jī)械性能相對(duì)較差,限制了其應(yīng)用范圍。后者由于水凝膠的成分、結(jié)構(gòu)、交聯(lián)度可調(diào),使得合成水凝膠的各項(xiàng)性能可以在較大范圍內(nèi)進(jìn)行調(diào)控;同時(shí),合成水凝膠重復(fù)性好,能夠進(jìn)行大規(guī)模的生產(chǎn)制造,因此得到國(guó)內(nèi)外研究人員的廣泛關(guān)注。
傳統(tǒng)的水凝膠已經(jīng)在制造隱形眼鏡、創(chuàng)傷修復(fù)中取得了較多的應(yīng)用。水凝膠作為組織工程的理想材料,在該領(lǐng)域的應(yīng)用前景十分廣闊。除此之外,水凝膠還可以作為傳感器的材料,這是利用了它的膨脹行為和擴(kuò)散系數(shù)隨著周圍環(huán)境變化的特性。傳統(tǒng)水凝膠成形主要依靠模具,沒有辦法制造復(fù)雜結(jié)構(gòu);采用3D 打印技術(shù)成形水凝膠,不僅能夠?qū)崿F(xiàn)復(fù)雜形狀的制造,還能實(shí)現(xiàn)復(fù)雜孔隙甚至梯度結(jié)構(gòu)的制造,使得3D打印的水凝膠具有傳統(tǒng)制造方式?jīng)]有辦法得到的性能。除此之外,水凝膠中可以加入活細(xì)胞,使得3D打印人體器官成為可能。
水凝膠的3D打印方法包括光固化成形及直寫成形(Direct Ink Writing,DIW)。用于光固化成形的水凝膠成分與光敏樹脂類似,包括溶劑、單體、交聯(lián)劑、光引發(fā)劑等,可以添加無機(jī)填料以實(shí)現(xiàn)水凝膠性能的調(diào)控。直寫成形是3D打印水凝膠更普及的一種形式。打印時(shí)將水凝膠置于注射器中,采用電腦根據(jù)設(shè)計(jì)的結(jié)構(gòu)控制注射器運(yùn)動(dòng)及擠出,擠出的水凝膠在外界條件的刺激(溫度、水分、pH、光照等)下固化。為了滿足3D打印的要求,通常要求水凝膠的固化速度足夠快,或者流變性能滿足在打印時(shí)不發(fā)生變形,才能實(shí)現(xiàn)成功的打印。目前,商業(yè)化的水凝膠打印材料較少,大多數(shù)都處于實(shí)驗(yàn)室研制階段。
3、3D打印用金屬材料
根據(jù)2018 年的Wohlers Report 報(bào)道,金屬3D打印產(chǎn)業(yè)有了明顯發(fā)展。文中指出,2017 年售出1768 套金屬3D 打印設(shè)備,相比2016 年的983 套增長(zhǎng)了將近80%。作為3D打印中非常重要的材料,金屬材料在汽車、模具、能源、航空航天、生物醫(yī)療等行業(yè)中都有廣闊的應(yīng)用前景。
3D 打印金屬材料主要有粉末形式和絲材形式。粉末材料是最常用的材料,可用于激光選區(qū)熔化(Selective Laser Melting,SLM)、激光近凈成形(Laser Engineered Net Shaping,LENS)、電子束選區(qū)熔化(Electron Beam Melting,EBM)等多種3D打印工藝;絲材則適合于電弧3D打印(Wire and Arc Additive Manufacture,WAAM)等工藝。
為了滿足3D 打印的工藝需求,金屬粉末必需滿足一定的要求。粉末的流動(dòng)性是粉末的重要特性之一,所有使用金屬粉末作為耗材的3D打印工藝在制造過程中均涉及粉末的流動(dòng),金屬粉末的流動(dòng)性直接影響到SLM、EBM 中的鋪粉均勻性和LENS 中的送粉穩(wěn)定性,若流動(dòng)性太差會(huì)造成打印精度降低甚至打印失敗。粉末的流動(dòng)性受粉末粒徑、粒徑分布、粉末形狀、所吸收的水分等多方面的影響,一般為了保證粉末的流動(dòng)性,要求粉末是球形或近球形,粒徑在十幾微米到一百微米之間,過小的粒徑容易造成粉體的團(tuán)聚,而過大的粒徑會(huì)導(dǎo)致打印精度的降低。除此之外,為了得到更致密的部件,一般希望粉體的松裝比重越高越好,采用級(jí)配粉末比采用單一粒徑分布的粉末更容易得到高的松裝比重。目前3D打印所使用的金屬粉末的制備方法主要是霧化法。霧化法主要包括水霧化法和氣霧化法兩種,氣霧化制備的粉末相比于水霧化粉末純度高、氧含量低、粉末粒度可控、生產(chǎn)成本低以及球形度高,是高性能及特種合金粉末制備技術(shù)的主要發(fā)展方向。
3D 打印所使用的金屬線材材與傳統(tǒng)的焊絲相同,理論上凡能在工藝條件下熔化的金屬都可作為3D 打印的材料。絲材制造的工藝很成熟,材料成本相比粉材要低大量。
按照材料種類劃分,3D打印金屬材料可以分為鐵基合金、鈦及鈦基合金、鎳基合金、鈷鉻合金、鋁合金、銅合金及貴金屬等。
鐵基合金是3D 打印金屬材料中研究較早、較深入的一類合金,較常用的鐵基合金有工具鋼、316L 不銹鋼、M2 高速鋼、H13 模具鋼和15-5PH 馬氏體時(shí)效鋼等。鐵基合金使用成本較低、硬度高、韌性好,同時(shí)具有良好的機(jī)械加工性,特別適合于模具制造。3D打印隨形水道模具是鐵基合金的一大應(yīng)用,傳統(tǒng)工藝異形水道難以加工,而3D打印可以控制冷卻流道的布置與型腔的幾何形狀基本一致(圖2),能提高溫度場(chǎng)的均勻性,有效降低產(chǎn)品缺陷并提高模具壽命。

圖2 模具隨型冷卻流道示意圖
鈦及鈦合金以其顯著的比強(qiáng)度高、耐熱性好、耐腐蝕、生物相容性好等特點(diǎn),成為醫(yī)療器具、化工設(shè)備、航空航天及運(yùn)動(dòng)器材等領(lǐng)域的理想材料。然而鈦合金屬于典型的難加工材料,加工時(shí)應(yīng)力大、溫度高,刀具磨損嚴(yán)重,限制了鈦合金的廣泛應(yīng)用。而3D打印技術(shù)特別適合鈦及鈦合金的制造,一是3D打印時(shí)處于保護(hù)氣氛環(huán)境中,鈦不易與氧、氮等元素發(fā)生反應(yīng),微區(qū)局部的快速加熱冷卻也限制了合金元素的揮發(fā);二是無需切削加工便能制造復(fù)雜的形狀,且基于粉材或絲材材料利用率高,不會(huì)造成原材料的浪費(fèi),大大降低了制造成本。目前3D打印鈦及鈦合金的種類有純Ti、Ti6A14V(TC4)和Ti6A17Nb,可廣泛應(yīng)用于航空航天部件(圖3)及人工植入體(如骨骼,牙齒等)。
鎳基合金是一類發(fā)展最快、應(yīng)用最廣的高溫合金,其在650~1000°C 高溫下有較高的強(qiáng)度和一定的抗氧化腐蝕能力,廣泛用于航空航天、石油化工、船舶、能源等領(lǐng)域。例如,鎳基高溫合金可以用在航空引擎的渦輪葉片與渦輪盤。常用的3D打印鎳基合金牌號(hào)有Inconel 625、Inconel718及Inconel 939等。
鈷基合金也可作為高溫合金使用,但因資源缺乏,發(fā)展受限。由于鈷基合金具有比鈦合金更良好的生物相容性,目前多作為醫(yī)用材料使用,用于牙科植入體和骨科植入體的制造。目前常用的3D 打印鈷基合金牌號(hào)有Co 212、Co 452、Co 502和CoCr28Mo6等。
鋁合金比重低,耐腐蝕性能好,抗疲勞性能較高, 且具有較高的比強(qiáng)度、比剛度, 是一類理想的輕量化材料。3D 打印中使用的鋁合金為鑄造鋁合金, 常用牌號(hào)有AlSi10Mg、AlSi7Mg、AlSi9Cu3 等。韓國(guó)通信衛(wèi)星Koreasat-5A及Koreasat-7 使用了SLM制造的AlSi7Mg輕量化部件(圖3),不僅由原來的多個(gè)部件合成一個(gè)整體制造,部件重量比原設(shè)計(jì)降低22%,制造成本降低30%,生產(chǎn)周期縮短1—2個(gè)月。

圖3 通訊衛(wèi)星上使用的3D打印輕量化構(gòu)件
其他金屬材料如銅合金、鎂合金、貴金屬等需求量不及以上介紹的幾種金屬材料,但也有其相應(yīng)的應(yīng)用前景。銅合金的導(dǎo)熱性能良好,可以制造模具的鑲塊或火箭引擎燃燒室。NASA采用3D打印技術(shù)制造了由GRCop-84 銅合金內(nèi)壁和鎳合金外壁構(gòu)成的燃燒室,內(nèi)壁采用SLM工藝制造,再以電子束熔絲沉積完成外壁的制造。該燃燒室經(jīng)過全功率點(diǎn)火測(cè)試后,仍然保持良好的形狀,證明了3D打印工藝在節(jié)約大量時(shí)間和工藝成本的基礎(chǔ)上,取得了與傳統(tǒng)工藝同樣的效果。鎂合金是目前實(shí)際應(yīng)用中最輕的金屬,且具有良好的生物相容性和可降解性,其楊氏模量與人體骨骼也最為接近,可作為輕量化材料或植入物材料。但目前鎂合金3D打印工藝尚不成熟,沒有進(jìn)行大范圍的推廣。貴金屬如金、銀、鉑等多應(yīng)用于珠寶首飾等奢侈品的訂制,應(yīng)用范圍比較有限。
形狀記憶合金(Shape Memory Alloy,SMA)是一類形狀記憶材料,具有在受到某些刺激(如熱、機(jī)械或磁性變化)時(shí)“記憶”或保留先前形狀的能力。SMA在機(jī)器人、汽車、航空航天、生物醫(yī)療等領(lǐng)域有著廣闊的應(yīng)用前景。NiTi 合金是目前發(fā)展比較成熟的SMA,但NiTi 合金是難加工材料。將3D 打印技術(shù)應(yīng)用于SMA 部件的制造,不僅有望解決SMA的加工難題,還能實(shí)現(xiàn)傳統(tǒng)工藝沒有辦法實(shí)現(xiàn)的復(fù)雜點(diǎn)陣結(jié)構(gòu)的制造。近年來有不少學(xué)者對(duì)NiTi 合金的SLM工藝進(jìn)行了探索并取得了一定的成果。目前,SLM打印的NiTi 合金部件已經(jīng)顯示出良好的形狀記憶效應(yīng),在8 次壓縮循環(huán)后具有約5%的可恢復(fù)應(yīng)變。除此之外,SLM成形的NiTi 樣品的形狀記憶行為與時(shí)效工藝高度相關(guān),經(jīng)350°C—18 h 時(shí)效的樣品展現(xiàn)出了幾乎完美的超彈性。
4、3D打印用陶瓷材料
陶瓷材料是人類使用的最古老的材料之一,但在3D打印領(lǐng)域?qū)儆诒容^“年輕”的材料。這是因?yàn)樘沾刹牧洗蠖嗳埸c(diǎn)很高甚至無熔點(diǎn)(如SiC、Si3N4),難以利用外部能場(chǎng)進(jìn)行直接成形,大多需要在成形后進(jìn)行再處理(烘干、燒結(jié)等)才能得到最終的制品,這便限制了陶瓷材料3D打印的推廣。然而其有硬度高、耐高溫、物理化學(xué)性質(zhì)穩(wěn)定等聚合物和金屬材料不具備的優(yōu)點(diǎn),在航天航空、電子、汽車、能源、生物醫(yī)療等行業(yè)有廣泛的應(yīng)用前景。作為一種無須模具的成形方式,3D打印比傳統(tǒng)的成形方式有更高的結(jié)構(gòu)靈活性,有利于陶瓷的訂制化制造或提高陶瓷部件的性能。下面分別以傳統(tǒng)陶瓷和先進(jìn)陶瓷介紹3D打印中的陶瓷材料。
傳統(tǒng)陶瓷可以定義為組成硅酸鹽工業(yè)的那些陶瓷制品,主要包括粘土、水泥及硅酸鹽玻璃等。傳統(tǒng)陶瓷的原料多為天然的礦物原料,分布廣泛且價(jià)格低廉,適合于日用陶瓷、衛(wèi)生陶瓷、耐火材料、磨料、建筑材料等的制造。傳統(tǒng)陶瓷的成形大多需要模具,將3D打印工藝應(yīng)用于陶瓷或玻璃制品的制造中,可以實(shí)現(xiàn)陶瓷制品的訂制化,提高附加值,并有可能賦予其獨(dú)特的藝術(shù)價(jià)值。
粘土礦物是應(yīng)用最為廣泛的陶瓷原料,其特性是與水混合之后具有可塑性,這種可塑性是許多常用的成形工藝的基礎(chǔ)。將粘土加入適量的水制成可塑性良好的陶泥后,便可以進(jìn)行擠出3D打印。采用擠出3D打印工藝制造的陶瓷器件能夠保留3D打印工藝特有的層紋,具有獨(dú)特的美感。成形后的陶瓷坯體經(jīng)過烘干、燒結(jié)、上釉之后就能得到陶瓷器件。這種工藝和耗材成本不高,適合于教育及文化創(chuàng)意行業(yè)。
將上述擠出3D 打印設(shè)備進(jìn)行放大,便可采用混凝土作為耗材進(jìn)行房屋建筑的3D打印。為保證3D打印建筑的順利實(shí)施,3D打印中所使用的混凝土材料比傳統(tǒng)混凝土要求更高,如傳輸和擠出過程中要有足夠的流動(dòng)性,擠出之后要有足夠的穩(wěn)定性,硬化后要有足夠的強(qiáng)度、剛度和耐久性等。3D 打印混凝土不僅可以應(yīng)用于非線性、自由曲面等復(fù)雜形狀建筑的建造,在未來空間探索中有望就地采用資源進(jìn)行基地的建造 (圖4)。
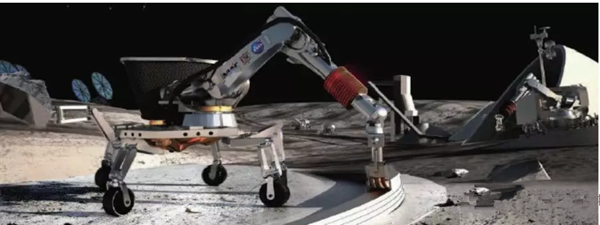
圖4 NASA ACME計(jì)劃:太空3D打印建筑物假想圖
以高嶺土、堇青石等作為原料的多孔或蜂窩陶瓷常用作催化劑載體、過濾裝置,采用SLS或三維噴印(Three-Dimensional Printing,3DP)成形出宏觀復(fù)雜孔道,利用造孔劑進(jìn)一步得到微觀多孔結(jié)構(gòu),可以得到兼具宏觀及微觀孔隙結(jié)構(gòu)的多孔陶瓷。SLS 和3DP 均以粉體作為原材料,要求陶瓷粉末的流動(dòng)性良好,3DP用粉末可以采用噴霧造粒得到,SLS 粉末因需加入低熔點(diǎn)粘結(jié)劑,可采用機(jī)械混合法或覆膜法進(jìn)行制備。
覆膜砂是鑄造產(chǎn)業(yè)中常用的造型材料,但傳統(tǒng)的覆膜砂需要借助模具進(jìn)行成形,模具的形狀復(fù)雜程度有限且生產(chǎn)成本高,不適合小批量鑄件的生產(chǎn)。3D打印技術(shù)可以實(shí)現(xiàn)鑄型(芯)的整體制造,省去了傳統(tǒng)鑄型(芯)多塊拼接的過程,節(jié)約時(shí)間成本的同時(shí),提高了鑄件精度。
玻璃是一種非晶態(tài)材料,其成形方式與陶瓷材料不同,由于玻璃在成形時(shí)處于熔融態(tài),通常以吹制、壓制、拉制、輥壓或鑄造等方式進(jìn)行成形。較為成功的玻璃3D打印工藝是FDM工藝,打印時(shí)熔融玻璃儲(chǔ)存在高溫坩堝中,通過擠出頭擠出冷凝成形。該工藝可以實(shí)現(xiàn)透光性良好的玻璃制品,但由于目前玻璃打印的條件較為苛刻,尚未得到普及。
先進(jìn)陶瓷是一類采用高純度原料、可以人為調(diào)控化學(xué)配比和組織結(jié)構(gòu)的高性能陶瓷,相比傳統(tǒng)陶瓷在力學(xué)性能上有顯著提高并具有傳統(tǒng)陶瓷不具備的各種聲、光、熱、電、磁功能。先進(jìn)陶瓷從用途上可分為結(jié)構(gòu)陶瓷和功能陶瓷。結(jié)構(gòu)陶瓷常用來制造結(jié)構(gòu)零部件,要求有較高的硬度、韌性、耐磨性和耐高溫性能;功能陶瓷則用來制造功能器件,如壓電陶瓷、介電陶瓷、鐵電陶瓷、敏感陶瓷、生物陶瓷等。從化學(xué)成分上先進(jìn)陶瓷可以分為氧化物陶瓷和非氧化物陶瓷等。為了得到更高性能的陶瓷,不僅需要對(duì)其成分進(jìn)行優(yōu)化改良,也對(duì)制造工藝提出了更高的要求。成形作為陶瓷制造中重要的一環(huán),3D打印先進(jìn)陶瓷也受到了越來越多研究者的關(guān)注。
氧化物陶瓷物理化學(xué)性能穩(wěn)定,燒結(jié)工藝比較簡(jiǎn)單,是陶瓷3D打印研究最多的材料。適用氧化物陶瓷的3D 打印工藝種類也最多,3DP、SLS、FDM、DIW、SLA、SLM、LENS 等工藝均可用于氧化物陶瓷的成形。
基于粉體的3DP和SLS 利用液態(tài)或低熔點(diǎn)有機(jī)粘結(jié)劑進(jìn)行成形,由于得到素坯致比重較低,在燒結(jié)過程中難以實(shí)現(xiàn)完全的致密化,多用于成形多孔陶瓷;SLS 與等靜壓技術(shù)結(jié)合的工藝和基于漿料的SLS 工藝都可有效提高了素坯的致比重,實(shí)現(xiàn)致密氧化物陶瓷的制造。
FDM的耗材是陶瓷粉體與熱塑性高分子混合制得的絲材,一般固含量在50 vol%以上,但因制絲成本高、制件精度低等原因,F(xiàn)DM工藝很少使用。
DIW 使用的耗材為適合于擠出的陶瓷膏體,多用于羥基磷灰石、磷酸鈣、生物玻璃等生物陶瓷的組織工程支架制造。將經(jīng)過親水處理的納米石英粉末、四乙二醇二甲醚和PDMS混合制得適合打印的陶瓷墨水,通過DIW 打印、干燥和燒結(jié)后,可制造出高透明度的石英玻璃(圖5)。
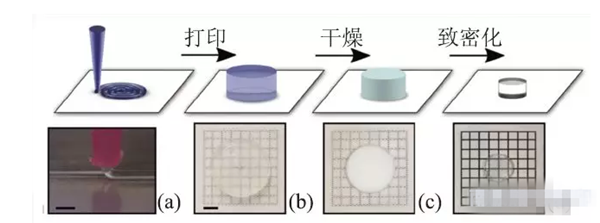
圖5 DIW技術(shù)制備透明石英玻璃流程圖
陶瓷的SLA技術(shù)最早是從陶瓷的流延成形和凝膠注模技術(shù)發(fā)展而來,制件精度高、表面質(zhì)量和性能好,是目前3D打印技術(shù)中發(fā)展和推廣最快的技術(shù),一些公司已經(jīng)推出了商業(yè)化的3D打印設(shè)備及配套耗材。SLA 陶瓷材料以高固含量陶瓷光敏漿料/膏體為主,常用材料有氧化硅、氧化鋁、氧化鋯、羥基磷灰石、磷酸鈣、鋯鈦酸鉛等。雖然適用于SLA的氧化物陶瓷種類比較豐富,但如何使用SLA技術(shù)制造出復(fù)雜形狀的透明陶瓷一直是一個(gè)難題。德國(guó)卡爾斯魯厄理工學(xué)院以高純度納米熔融石英和光敏樹脂的混合物作為原料,利用SLA 技術(shù)制造出素坯,經(jīng)過1300°C燒結(jié)制得具有高透光性的透明熔融石英玻璃制品(圖6)。

圖6 SLA技術(shù)制備透明石英玻璃流程圖
直接SLS、SLM和LENS技術(shù)具有一些相同點(diǎn),均是利用高能激光束燒結(jié)或熔化氧化物陶瓷粉末進(jìn)行成形,但目前這些方法尚不成熟,存在熱應(yīng)力大、制件易產(chǎn)生缺陷、精度較低等問題。
碳化物和氮化物陶瓷是非氧化物陶瓷的代表,具有高溫力學(xué)性能優(yōu)異、熱穩(wěn)定性良好、硬度高等優(yōu)點(diǎn),但目前碳化物和氮化物是3D打印的難點(diǎn),主要原因如下:
(1)碳化物、氮化物熔點(diǎn)很高甚至無熔點(diǎn),難以采用高能束直接熔化成形;
(2)碳化物、氮化物在高溫環(huán)境下易與氧發(fā)生反應(yīng)生成低溫相,影響制件的高溫性能;
(3)3D打印中所使用的大多為有機(jī)粘結(jié)劑,成形后有機(jī)殘?zhí)茧y以完全去除,影響致密化過程。
目前較有效的碳化物、氮化物3D 打印方法主要有SLS、DIW和SLA。
SLS是目前研究較多的碳化物和氮化物的3D打印方法。SLS 使用的碳化物、氮化物的材料主要包含無機(jī)粉體和有機(jī)粘結(jié)劑, 無機(jī)粉體可以是碳化物、氮化物本身(可含助燒劑)或者能夠通過化學(xué)反應(yīng)轉(zhuǎn)化為目標(biāo)陶瓷材料的前驅(qū)體(如Si、SiO2、C等)。在制得素坯后,通過一定的后續(xù)工藝得到所需的碳化物、氮化物陶瓷部件。例如SiC 陶瓷可以通過兩種方式得到:一是通過SLS 技術(shù)成形出以Si 和SiC 為主的骨架,之后向骨架中浸滲樹脂、熱解后生成多孔碳,最后通過滲硅得到SiC陶瓷;二是通過成形高分子骨架,熱解之后得到C 骨架,然后通過滲硅得到SiC 陶瓷。然而這兩種方式都不能確保反應(yīng)完全進(jìn)行得到純SiC相,其中的殘Si 或者殘C都會(huì)對(duì)SiC 陶瓷的性能產(chǎn)生負(fù)面影響。
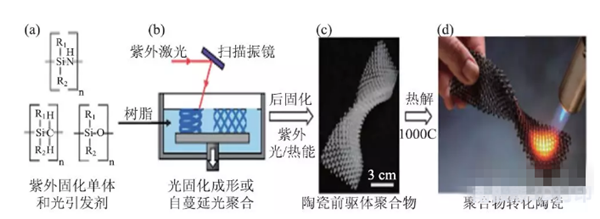
圖7 SLA制備SiOC前驅(qū)體陶瓷流程圖
DIW和SLA技術(shù)所使用的材料多為聚合物陶瓷前驅(qū)體,在成形后利用裂解反應(yīng)得到目標(biāo)陶瓷。陶瓷前驅(qū)體的常用類型有聚碳硅烷、聚硅氮烷、聚硼氮烷、聚氧烷等,相應(yīng)裂解產(chǎn)物為碳化硅、氮化硅(碳氮化硅)、氮化硼和硅氧碳。美國(guó)HRL實(shí)驗(yàn)室通過SLA技術(shù)成形出復(fù)雜結(jié)構(gòu)的前驅(qū)體聚合物,熱解后得到強(qiáng)度及耐熱性能優(yōu)異的SiOC 陶瓷(圖8)。香港城市大學(xué)呂堅(jiān)教授團(tuán)隊(duì)采用彈性硅橡膠(PDMS)與納米氧化鋯混合制得陶瓷膏體,采用DIW技術(shù)成形后得到具有彈性的陶瓷前驅(qū)體,該前驅(qū)體能夠在經(jīng)過設(shè)計(jì)的受力方式下產(chǎn)生預(yù)期的變形,再經(jīng)過高溫裂解后得到SiOC 陶瓷制品(圖8),在全球第一次實(shí)現(xiàn)了陶瓷的4D打印。
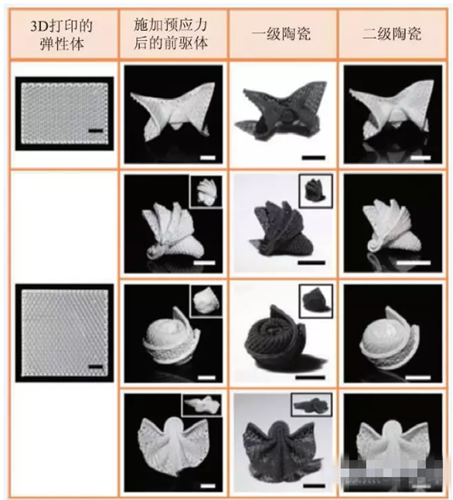
圖8 4D打印的彈性前驅(qū)體衍生陶瓷折紙結(jié)構(gòu)
5、結(jié)束語
3D 打印材料發(fā)展至今,經(jīng)歷了從聚合物材料、金屬材料到陶瓷材料的發(fā)展過程。目前每個(gè)領(lǐng)域仍不斷有新材料出現(xiàn),體現(xiàn)了3D打印技術(shù)的活力。盡管目前3D打印材料的類別已經(jīng)涉及大部分材料體系,但能夠成功應(yīng)用于3D打印的材料與現(xiàn)在龐大的材料體系相比也僅僅是滄海一粟。面對(duì)未來3D打印結(jié)構(gòu)功能一體化的發(fā)展趨勢(shì),需要在3D打印新材料、3D打印新技術(shù)和3D打印新裝備等方面進(jìn)行不斷創(chuàng)新。除了3D打印新材料的開發(fā)外,3D打印材料的標(biāo)準(zhǔn)化和產(chǎn)業(yè)化也是3D打印材料發(fā)展所面臨的重要課題。隨著3D打印材料、工藝、裝備的持續(xù)發(fā)展,3D 打印技術(shù)將更有力地支撐我國(guó)向制造強(qiáng)國(guó)邁進(jìn)的步伐。
本文提到的3D打印材料簡(jiǎn)介
等首飾,獎(jiǎng)?wù)隆⒓o(jì)念幣或者對(duì)導(dǎo)電性要求高的工業(yè)零件。35元/克為小件(如首飾)的名義價(jià)格,如果制作零件較大,價(jià)格會(huì)顯著下降。")
適合做戒指、掛墜、耳環(huán)等首飾,獎(jiǎng)?wù)隆⒓o(jì)念幣或者對(duì)導(dǎo)電性要求高的工業(yè)零件。35元/克為小件(如首飾)的名義價(jià)格,如果制作零件較大,價(jià)格會(huì)顯著下降。

具有良好的生物兼容性,適合做義齒等植入物
文章來源:(南極熊3D打印網(wǎng)) 轉(zhuǎn)載免責(zé)聲明: 本網(wǎng)站轉(zhuǎn)載的文章,其版權(quán)均歸原作者所有,如其他媒體、網(wǎng)站或個(gè)人從本網(wǎng)下載使用,請(qǐng)?jiān)谵D(zhuǎn)載有關(guān)文章時(shí)務(wù)必尊重該文章的著作權(quán),保留本網(wǎng)注明的“本文來源”,并自負(fù)版權(quán)等法律責(zé)任
3D模型是否是實(shí)體模型?")

3D打印材料屬性一覽表")
3D打印用模型文件?")
合作")
精華文章合集,你想知道的3D打印知識(shí)都在這里!")
保護(hù)聲明")

據(jù)格式")
")

外3D打印用金屬粉末有哪些?")




