
























波音公司如何通過光固化3D打印技術來制造復合材料產品
魔猴君 行業資訊 2320天前
最近波音公司在開發連續樹脂基復合材料3D打印技術,通過光固化的技術來制造復合材料產品。
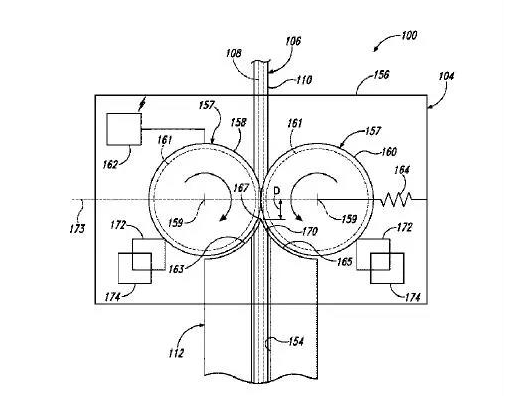
根據性能要求來設計材料。其基本原理包括,通過輸送機構推動絲材的運動來實現連續的3D打印過程,其中絲材包括非樹脂組分和光聚合樹脂組分。進給機構包括相對的輥子和與至少一個相對的輥子接觸的刮刀。
通過輸送導向器沿著打印路徑沉積一段連續柔性絲材,然后沿著打印路徑沉積的連續柔性絲材的一部分提供固化能量,通過使用刮刀去除光聚合樹脂組分的殘余物。
連續柔性絲材包括預浸料復合材料和非樹脂組分,包括一種或多種纖維材料,例如碳纖維,玻璃纖維,合成有機纖維,芳族聚酰胺纖維,天然纖維,木材纖維,硼纖維,碳化硅纖維,光纖,纖維編織物,金屬線,導線等。連續柔性絲材與增塑劑層疊以制造復合材料部件。
而具體采用哪一種材料,則需要根據所需要實現的物理特性來決定,這些物理特性包括強度,剛度,柔韌性或硬度等。不過除了強度,硬度,柔韌性,硬度的考慮,有時候還可以擴展到顏色、發光、導電性,導熱性等方面的精確選擇。
在加工過程中,除了可采用紫外線來固化聚合物樹脂,還可以采用紅外光或者X射線。
或許你會好奇為什么波音公司要開發這樣的材料,其實在波音公司宣布將600多件3D打印部件用于波音的Starliner太空出租車之時,這也意味著塑料代替輕質金屬合金將成為交通工具領域的一大趨勢。
波音公司開發的連續樹脂基復合材料3D打印技術不僅僅適用于航空航天應用,還可以應用于其他行業,可以在車輛、海上交通工具、航天器等應用。

市場上的連續纖維增強樹脂基復合材料的3D打印方法存在以下主要問題:
- 各類纖維在出廠時,其表面活性基團均只適應于與熱固性樹脂的浸潤過程。在使用簡單的措施將未處理的纖維與熔融熱塑性樹脂共混時,難以使纖維與樹脂充分浸潤,這導致構件的纖維-樹脂界面較差。
- 大絲束纖維呈展平帶狀,現有3D打印方法難以使用大絲束纖維,且小絲束纖維在成型過程中成型速度慢,成型后的表面質量、纖維樹脂體積分數、纖維樹脂分布情況、層間結合力等性能指標難以控制。
- 現有的方法在打印過程中,由于纖維的局部分叉、斷裂,容易造成纖維在腔體中堆積、堵塞,對成型過程造成影響,同時,成型軌跡中纖維呈松散、無規律的分布狀態,使得構件的承載性能受到影響。
在國內,南京航空航天大學針對現有的熱塑性樹脂基復合材料3D打印成形時所使用的連接纖維尺寸較小,且不能對連接纖維實現有效浸漬而造成成型速度低、構件尺寸受限較大、成型件綜合性能低的問題,發明了連續纖維增強熱塑性樹脂基復合材料的3D打印方法。適用于尺寸較大的纖維絲束,該打印技術成型速度快,表面質量提高,同時纖維與熱塑性基體間的界面結合性能好,構件纖維含量高,纖維密實度高,并且提高了打印構件的力學。
南京航空航天大學還研發出連續纖維增強熱塑性樹脂基復合材料旋轉共混3D打印頭,其特征在于: 擠出頭連接于熔融腔也可繞中軸旋轉,且旋轉方向與熔融腔相反;熔融腔與擠出頭內側均有攪拌齒環,纖維束和熔融熱塑性樹脂受到兩級反向旋轉的螺旋齒環攪拌作用下均勻共混,且共混體以螺旋狀密實纏緊成圓柱絲束,樹脂沿纖維取向均勻分布;擠出頭擠出材料至成型區域并固化成纖維增強樹脂基復合材料。
南京航空航天大學的技術對當前熱塑性復合材料成型技術是一種突破,南京航空航天大學采用兩級旋轉腔體對纖維和樹脂的共混體進行攪拌和纏繞,適用于較大尺寸的纖維絲束,優化了打印頭對纖維原有狀態的適應性,在相同的建造速度下,提高了打印效率,改善了構件的表面質量;攪拌共混的作用下,纖維與樹脂間的浸潤充分,共混體中的纖維呈緊密螺旋纏繞狀,提高了增強體的承載能力,樹脂在纖維中各處分布均勻,改善了構件的層間和界面結合性能,提高了打印構件的力學性能;擠出頭的旋轉作用可使共混體在擠出后,纖維與樹脂的分布均勻,纖維體積含量高。
當前針對連續纖維增強的熱塑性復合材料成型FDM打印技術領域,活躍的企業和研究機構包括美國Mark Forged,日本大學、東京工業大學,西安交通大學等。3D打印隨著南京航空航天大學將這一技術水平推向新的高度,我們認為FDM技術用于連續纖維增強的熱塑性復合材料打印技術進一步走向工業級應用。
南京航空航天大學的突破性在于實現了較高力學性能連續纖維增強熱塑性基體復合材料構件的3D打印,且成型效率高,表面質量好,可適用于對性能要求較高的航空航天復雜構件的成型過程。
從金屬到高性能材料的轉換目前是航空航天市場的一個既定趨勢,復合塑料成為追求設計自由度、制造便利性和輕質以超越傳統鋁材的方案。
來源:中國3D打印網
文章來源:(3D虎) 轉載免責聲明: 本網站轉載的文章,其版權均歸原作者所有,如其他媒體、網站或個人從本網下載使用,請在轉載有關文章時務必尊重該文章的著作權,保留本網注明的“本文來源”,并自負版權等法律責任









")






