
























3D打印醫療領域——內冷骨科鉆頭
魔猴君 科技前沿 2746天前
在骨科手術中有時會需要骨鉆預選鉆孔后再用螺釘固定,或用鉆孔制造微骨折進行關節融合術。鉆孔過程中所產生的熱量會對鉆頭旋轉期間周邊骨質產生重要影響,還有可能引起熱源性骨壞死。為了避免此種現象的發生,3D打印最新制造技術——帶內冷系統的顧客鉆頭,降低手術中的熱量。

骨科鉆頭與制造業或工程中所使用的鉆頭不同。骨是復雜的各向異性、多孔和粘彈性復合材料,在材料性質及幾何形狀來說也是非均勻的。鉆孔時約60%的熱能由骨的碎屑耗散掉。如果鉆孔內溫度在50℃以上,就會導致骨壞死(骨死亡)。但溫度升高許多因素,包括鉆頭的幾何形狀,直徑,轉速等。在手術進行的過程中要想保持低溫,就要不斷中斷鉆孔過程。
為了開發能夠切割骨骼而不引起骨壞死的外科手術鉆頭,德國漢諾威萊比尼斯大學的生產工程和機床研究所(IFW)向Toolcraft公司尋求幫助,該公司是專注于精密零件、組件、模具和注塑件生產的服務型企業。
Toolcraft公司建議用選擇性激光熔化的3D打印方法來創建骨科鉆頭的內部冷卻通道,來使冷卻劑沿著螺旋線流入鉆頭,并返回到刀夾,不進入傷口。雖然鉆頭發生破損機會很小,但并不能排除這種可能。為妥善起見,冷卻介質選擇了水,以確保在鉆頭發生破損的情況下不會造成傷害。
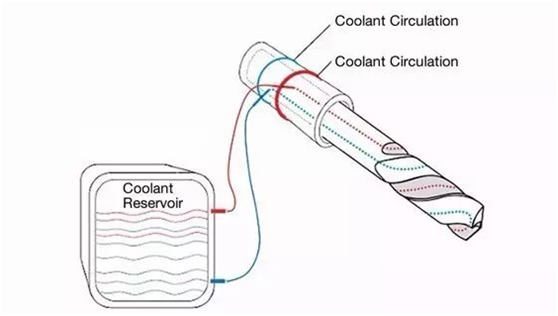
Toolcraft公司開發了一種具有冷卻液流入和流出功能的非旋轉預主軸附件。從而使連接的冷卻液罐和泵確保連續供應冷卻液。Toolcraft公司設計了一個直徑為6mm的常規骨科鉆頭。手術中用到的骨科麻花鉆具有各種配置和尺寸,直徑通常在0.5毫米至幾毫米之間。
Toolcraft公司和IFW在外觀上采用了常規鉆頭的幾何形狀,在鉆頭內部設計了直徑為1.2 mm的內部圓形冷卻通道,使熱能遠離切削刃,而回流管道則確保了冷卻液的連續流動。
項目開始時,工程師根據冷卻液的體積流量、溫度變化和熱容量來計算冷卻能力,開發出一種將封閉的冷卻回路,以確保鉆頭在操作過程中的穩定性。此外,工程師還進行了增材制造的研究,來確保設計的鉆頭能夠通過選擇性激光熔化工藝加工出來。
鉆頭由生物相容性材料1.4404(耐腐蝕奧氏體不銹鋼(ASTM 316 / 316L))制成。鉆頭外表和內部冷卻通道的幾何形狀由SolidWorks建模軟件來設計,使用Siemens NX軟件進行模擬仿真。隨后通過Concept Laser的M2增材制造設備,加工出了帶內部冷卻通道的鉆頭。
使用直徑6 mm的鉆頭以及水作為冷卻液,IFW進行了各種各樣的鉆孔測試,并測量人造骨和牛骨中的鉆孔操作。在測試過程中,工程師們以更高和更低的進給速率循序漸進的測量溫度變化情況,并嘗試測試將冷卻系統打開和關閉兩種不同場景情況下的溫度變化情況。大量的測試結果表明,增加進給速率可以降低鉆頭的最高溫度。

以0.35mm / rev的高進給速度和2m / min的切割速度來加工Nylacast Polyactal(POM-C)工程塑料材料制成的人造骨,測試表明新鉆可以顯著降低溫度。在冷卻功能關閉的情況下,鉆頭由于進給速率高而沒有超過臨界溫度為50°C(122°F),但使用內部冷卻功能,溫度可以保持在最高35°C(95°F)的水平以下。
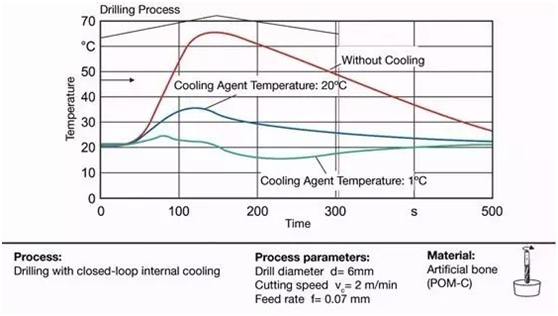
當進給速率降低到0.07mm / rev時,對于開啟內部冷卻功能的鉆頭,測試結果相同。對于關閉內部冷卻功能的鉆頭,溫度在不到100秒內升高到高于50℃(122°F)。測試表明由于內部冷卻系統補償溫度升高的能力,即使在低進給速度的加工情況下也不再導致更高的溫度,從而消除了溫度過高的風險,避免骨骼發生壞死意外。
這項通過3D打印制造帶內冷的鉆頭技術還可以推廣到其他各種各樣的應用領域,包括鋸的制造。









")






