
























魔猴網金屬3D打印設計規范
魔猴君 行業資訊 2657天前
有媒體形容2016年是金屬3D打印的元年,倒不是因為金屬3D打印是新生事物,而是金屬3D打印開始進入主流生產的視線,標志性事件就是通用一擲千金收購的Concept Laser和Acram,投入3D打印行業;國內做金屬設備、金屬粉末的更是一窩蜂一般,一個接一個,令人目接不暇。當然還有一個重要的因素就是金屬3D打印的價格在下降,性能在提升,市場接受度在增加。未來金屬打印必將成為3D打印的主流,特別是SLM技術的成熟,金屬打印件的成型強度、性能不亞于鍛件,而金屬打印所能達到的境界卻不是傳統制造所能達到的。

關于魔猴網
魔猴網是國內最大的互聯網3D打印服務商,是連接用戶和設計師的平臺,擁有自營3D打印機300多臺,分布在北京、安徽、浙江、湖北和廣東,2016年打印物品超過50萬件,提供從3D掃描、3D設計到后處理的一站式,全套3D數字化制造服務,覆蓋包括金屬、塑料、樹脂等30多種打印材料。

圖 金屬3D打印加工服務中心
隨著魔猴網客戶打印金屬的需求越來越多,魔猴網感覺急需普及金屬3D打印如何設計——大眾對于金屬3D打印還存在著這樣或者那樣的誤解,而廠家也有意無意夸大工藝能力。魔猴網也希望能通過自己的一些努力,能對大家的設計實踐工作有一定幫助,推動金屬3D打印在中國的發展。
首先明確一點,在談金屬3D打印生產的時候,不是替代生產已有部件,這是大眾最常見的誤解之一,生產已有的部件,可以說絕大多數情況金屬3D打印不占優勢;不管是機加工,鑄造,鈑金和焊接,傳統的工藝都非常成熟,可以由傳統工藝乘除的傳統部件,無論成本還是效率,金屬3D打印不占優勢。當然了,如果只是想做個原型,金屬3D打印也還是有應用的,好處是快,而且可以用跟最終產品一致的材料,這是金屬3D打印的比較傳統應用,我們更多想談談為金屬3D打印生產的設計;
那么為什么要用金屬3d打印生產?這就需要了解金屬3D打印設計了,金屬3D打印就是通過金屬3D打印設計來達到綜合成本降低的目的。通過金屬3D打印要達到四大目的:1.減少零件的個數;2減輕重量;3.減少裝配;4.制作高復雜零件,通過這“三減一高”來達到降低綜合成本的目的;
舉例來講,通用航空在網上發起了一個金屬3D打印設計大賽,原有飛機上一個零件重2033g (如圖所示),面向公眾征集3D打印設計,要求能滿足強度和裝配要求,越輕越好,最輕者獲勝;比賽吸引了大量網友的參與,3D打印最大的一個好處就是它所謂賦予的設計自由度,圖4所展示的所有的設計都滿足了原有的約束條件,都能滿足安裝和強度要求,還大幅減輕了重量,最后的獲勝者是圖5, 327g,幾乎是原來重量的十分之一,確切的講是是原來重量的16%!這對于“寸重寸金”的航空業來說,無疑是一次革命;每一個減少1706g重量,相當于每年減少幾十萬的燃料費,減少上萬噸的碳排放;這就是3D打印的綜合成本,不是單單制造成本,而是考慮綜合的效應,這對于減重需求強烈的航空業非常明顯,優勢巨大。不僅是航空業,金屬3D打印所能做的隨行冷卻模具,也有類似的綜合成本優勢,有機會魔猴在展開了給大家講一下。



談完了重要的基本原則和目標,我們來聊一些干貨,都是金屬3D打印設計所急需的一些知識,希望能給大家在設計過程中以啟迪,這些參數可能和廠家給的并不一致,多數都是實踐中得到,比方說壁厚,廠家如果說能用0.2,但實踐中0.2可能并不穩定。另外圖中所涉及到的數字,可能和不同種類的3d打印機有一定關系,不同的設備,數值有可能不一樣,但可以說基本上不會相差太大;
首先第一點,金屬3D打印和其他3D打印一樣,都要求3D數字文件滿足實體性、水密性等等基本要求,魔猴網在之前已經有了總結,不太了解的同學可以移步到3D打印設計規范,看看3D打印的基礎設計規范。
再來聊一下金屬3D打印的具體要求:
1.最小細節特征
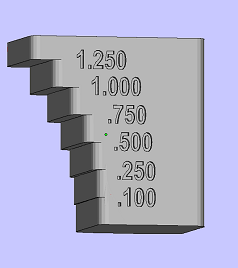
最小細節特征不小于0.15mm,也就是說小于0.15mm的特征、細節,有可能會被忽略,表現不出來。比方說一個0.1的卡槽,盡管最小光斑可以小于0.15mm,由于細節是有特征的,特征有可能被忽略;

2.最小壁厚
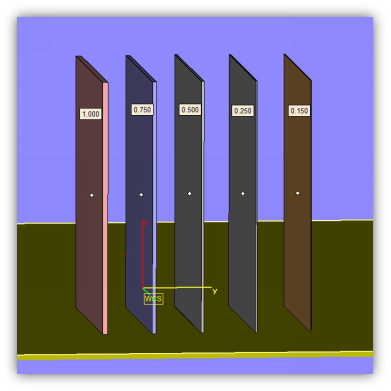
最小壁厚可以達到0.2mm,但建議不要小于0.5mm, 最小壁厚還跟物品的結構,還跟物品的高度和壁厚的比值有關,一般來講這個比值不要超過40,超過40就有可能發生走形的情況;

3.表面光潔度
表面的粗糙程度,光滑程度和三個因素有關:(1)打印材料;(2)建造參數;(3)零件擺放方向;

下面列表總結了幾種常見3D打印材料,在不同的打印情況下,表面粗糙度的情況,設備,形狀,擺放等等,都對表面有影響,總體來說垂直比傾斜表面好,傾斜上表面好于下表面。
|
設備 |
材料 |
垂直側面(Ra) |
45度傾斜上表面(Ra) |
垂直上表面(Ra) |
45度傾斜下表面(Ra) |
|
Concept Laser M2 |
不銹鋼(316L) |
195 |
225 |
395 |
565 |
|
鈦合金(Ti64ELI) |
215 |
250 |
305 |
335 |
|
|
鋁合金(AlSi10mG) |
250 |
295 |
415 |
435 |
|
|
鉻鐵合金718 |
350 |
405 |
610 |
960 |
|
|
Concept Laser Mlab |
不銹鋼(316L) |
135 |
170 |
355 |
275 |
|
不銹鋼(17-4 PH) |
155 |
185 |
440 |
420 |
|
|
鈷氯合金 |
255 |
135 |
325 |
340 |
4.支持結構
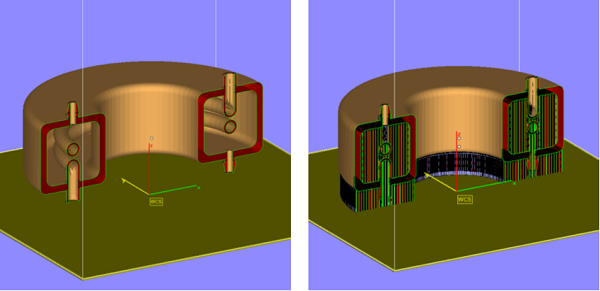
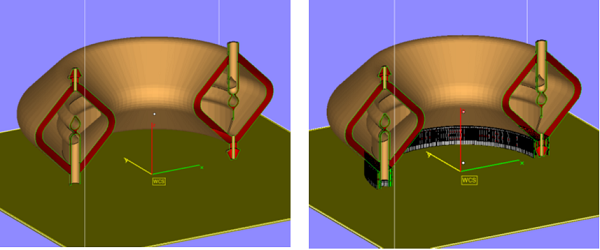
江湖一直有個傳說,使用粉末3D打印技術不需要支撐,這可能對SLS塑料是成立的,但對于金屬3D打印,支撐是需要的,而且很多時候還是必要的;金屬3D打印的支撐的主要作用有:(1)與打印平臺連接;(2)保住零件的形狀;(3)防止翹邊;
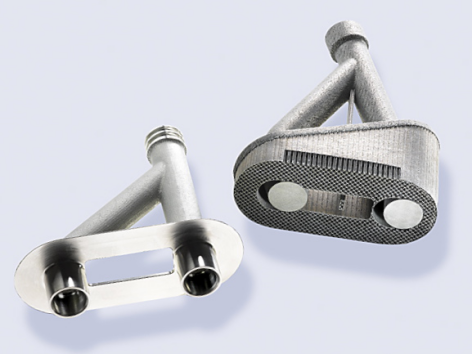
因此,金屬3D打印有可能產生大量支撐結構,這就造成了兩個問題,一個就是額外的費用,這里有個“秘密”,魔猴網在線報價涉及到支撐都是給的最低價格,有很多甚至直接免費沒有算支撐,對于金屬3D打印,這對魔猴網來說是比較吃虧,對廣大用戶確是利好,這也許就是傳說中的“老板瘋了”;第二個就是額外的工序,主要是指去支撐,有時候支撐去的讓人懷疑人生,這畢竟是金屬支撐,不是塑料支撐,打磨也是痛苦。那怎么辦?就這么忍受嗎?其實不應該,應該發揮3D打印所能帶來的設計自由度,設計出來支撐很少,性能更好的部件,舉例來說,下面一個零件,傳統的結構,如果要直接打印,產生支撐是非常多的,重新設計之后(右),基本上不需要支撐,強度更高,是用蜂窩狀結構,重量還減少。
支撐產生的角度不同的設備和材料可能不一樣,多數情況下,單靠粉末來支撐傾斜角是不夠的。

如圖所示小于30度,基本上不加支撐就不能看了。
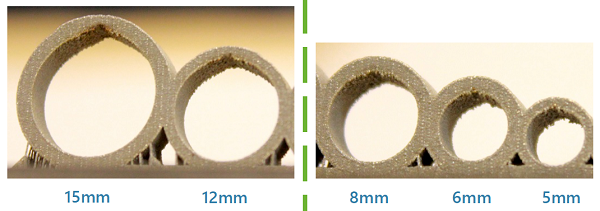
5.懸空
橫截面上面一層比上一層大,就產生了懸空。金屬3D打印對懸空的容忍度是比較低的,大于0.5 mm的懸空就會產生問題。

內孔一般有自支撐結構,一般情況對打印影響不大,這對于生產隨性冷卻模具是非常有利的。但是,如果孔徑太大,也會產生問題。如圖所示,一般孔徑小于8mm,都可以達到自支撐的效果,大于8mm,會產生懸空的問題。

6.橋接結構
橋接結構所允許的距離大約是2mm,還是比較小的。

7.內應力-翹曲
內應力是金屬3D打印所必須要面對的一個問題,當打印物品的橫截面變化很大的時候容易產生比較大的內應力,另外大面積平整表面,也會產生很強的內應力,這種內應力非常大,可以把打印基座拉變形,甚至切斷螺栓。這需要我們在設計的時候,避免橫截面突然由較小變到交大,要逐步過渡;另外避免使用大面積平整平面,換個思路想一下,如果需要一塊比較平整的平面,為啥要用3D打印呢?

8.其他設計技巧
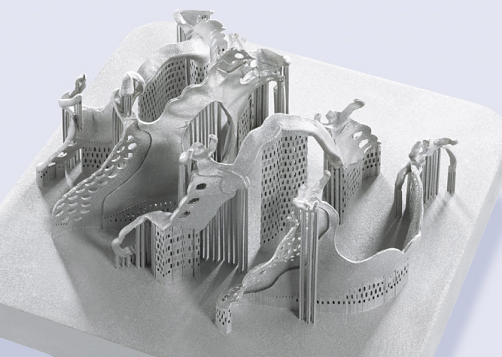
金屬3D打印非常適合打印網格狀的結構,這些網格狀的結構,很適合做內支撐,既能減重,強度還能保留;

要考慮打印完畢后支撐的去取和粉末的去除,要留出支撐和粉末去除的入口,不能打完了支撐被永久封到了內部。
最后,給大家一個3D打印金屬設計的真是示例,大家可以體驗一下。
第一版設計:就是原始零件的設計圖, 需要三個部件來組裝,更要命的是產生的支撐太多!

第二版設計:零件整合,變為兩個零件,但是支撐還是令人絕望,需要的時間和生產效率都太低。
第三版設計:三個零件最終變為一個零件,不再需要裝備,而且,新的結構幾乎不需要支撐,最后表面成型質量還最好,而且也很好的考慮了可能產出的翹起,這樣打印,幾乎不可能產生翹起!
總結來說,金屬3D打印開啟了全新的設計選項,解放了設計的自由度,讓更多的設計可能變為了現實。但是,金屬3D打印不會取代傳統的制造方式,各有所長,互為補充。
了解金屬3D打印的規范,才能最大程度得到金屬3D打印的好處,希望能幫助到需要金屬3D打印的朋友們,這也是魔猴網的一點小心意。
更多內容,請關注“魔猴網3D打印資訊”公眾號,或掃描下方的二維碼。

來源:中國3D打印網









")






