
























鈦合金激光直接成型等技術在航空航天的應用進展
魔猴君 知識堂 3425天前
鈦合金具有低密度、高比強度、使用溫度范圍寬(-269~600℃)、耐蝕、低阻尼和可焊等諸多優點,是航空航天飛行器輕量化和提高綜合性能的最佳用材,其應用水平是體現飛行器先進程度的一個重要方面。提高飛行器的綜合力學性能并降低成本,是推動鈦合金在航空航天領域應用的重要措施。
隨著航空航天技術的發展,鈦合金在航空航天領域的應用范圍不斷擴展,鈦合金結構件也越來越呈現出大尺寸、薄壁曲面、變厚度和整體結構的趨勢,進一步提高了航空航天飛行器的性能、結構剛性,減輕了重量,鈦合金精密成形技術將是航空航天制造技術的研究重點。
精密成形是指零件成形后接近或達到零件精度要求的成形技術,它是建立在新材料、新設備、新工藝、計算機輔助工藝設計等技術成果的基礎上,發展了傳統的成形技術,實現產品高效、高性能、低成本的少無余量制造技術,精密成形的零件具有高的幾何精度和表面粗糙度、精確的外形及優良的機械性能。鈦合金精密成形技術廣泛應用于航空航天領域,它的使用能顯著提高各類作戰飛機、航空發動機、戰略戰術導彈、運載火箭等航空航天產品的綜合性能和保障能力。針對精密成形技術中精密熱成形(包括精密鑄造、超速成形/擴散連接、精密旋壓和激光直接快速成形)技術的應用進展進行分析,這些技術可以實現近凈形生產,材料利用率高達70%~90%,已經在航空航天領域凸顯出廣闊的發展前景和良好的應用價值。
美國于20世紀60 年代開始研究應用鈦合金精密鑄造技術,處于世界領先水平,開發出了熔模陶瓷鑄型技術、機加石墨鑄型技術和熱等靜壓技術。國外先進國家已成功研制了F-100、CFM-56、CF6-80、F-119等航空發動機的大型薄壁整體鈦合金中介機匣、風扇、高壓壓氣機機匣等鑄件,最大直徑已經大于1000mm、最小壁厚小于3mm、尺寸精度達到CT6~CT7 級水平,冶金質量高。
資料圖:美軍F-22戰斗機所使用的F119型航空發動機
美國F-22戰斗機在垂尾方向舵作動筒支座與其他關鍵承力部位大量采用鈦合金精密鑄件,約占其整體結構重量的7.1%。德國鈦鋁精鑄公司采用近α 型鈦合金IMI834 生產了燃氣渦輪航空發動機的零部件。目前,大型復雜的發動機中介機匣式風扇框架基本采用 Ti-6Al-4V 及Ti6242 精鑄件,見表1。

我國的鈦精鑄技術起步于20世紀60 年代,是借鑒和引進國外技術發展起來的,經過多年發展開發出了鈦合金熔模鑄造技術、搗實型鑄造技術、石墨加工型鑄造技術等。鈦合金熔模精密鑄造技術結合離心澆鑄工藝技術,實現了尺寸900mm、整體壁厚2.5 mm 的薄壁復雜鈦合金結構件澆鑄成型,尺寸精度達到CT6~CT8 級,鑄件表面黏污層厚度減少到0.3mm。對于中小型鑄件尺寸精度可以達到CT6~CT7 級,表面粗糙度達到R a3.2mm,最小壁厚1.5μm,達到國際先進水平。北京航空材料研究院曾成功澆鑄出尺寸630mm×300mm×130mm、最小壁厚僅為2.5mm 的復雜框形結構。
隨著航空航天裝備升級換代,對構件的大型化、復雜化和高精度提出了更高要求,鈦合金精密鑄造技術結合先進熔煉技術、計算機仿真技術、熱等靜壓技術、數字化檢測技術等是今后的主要發展方向。目前,與歐美發達國家相比,我國在技術基礎、設備、過程控制、成形改性一體化、工藝仿真和數字化檢測等方面存在一定的差距,攻克大型薄壁復雜整體精鑄件鑄造關鍵技術,滿足先進航空航天裝備研制的需要是今后工作的重點。
超塑成形/擴散連接(SPF/DB)是一種把超塑成形與擴散連接相結合用于制造高精度大型零件的近無余量加工方法,在現代航空航天工業發展的推動下,經過30多年的開發研究和驗證試驗,已進入了實用階段。
20 世紀70 年代早期,美國洛克威爾公司首先將超塑成形技術應用到飛機結構件制造中,使鈦合金制造工藝發生了技術變革。隨后,歐美將鈦合金SPF、SPF/DB 技術列為重點研究項目,促使超塑成形整體鈦合金結構件已獲得工程應用,并產生了巨大的技術經濟效益:聯合戰斗機(JSF)的后緣襟翼和副翼、F-22后機身隔熱板等重要結構均采用了鈦合金超塑成形/ 擴散連接的整體結構。英國羅·羅公司采用SPF/DB 技術研制出了第二代鈦合金寬弦無凸肩空心風扇葉片,每個葉片實現減重35%~40%,處于世界領先地位。歐盟采用超塑成形的Ti-6Al-4V 合金高度控制儀氣瓶還應用于阿里安Ⅴ火箭,國外一些導彈上用的鈦合金蜂窩結構的翼面也采用SPF/DB技術成形。
國內對SPF/DB技術的研究開始于70 年代末,經過30 多年的發展,我國SPF/DB 技術取得了很大的進步。近年來,我國新機研制及改進機型中,前緣襟翼、鴨翼、整體壁板和腹鰭等大尺寸鈦合金構件采用SPF/DB技術。針對航天型號對金屬防熱結構的需求,航天材料及工藝研究所開展了鈦合金波紋板SPF 技術研究,成功制備出TC4 鈦合金防熱瓦等熱結構部件。
SPF/DB 應用于航空航天具有兩方面的優勢,一方面是滿足航空航天復雜幾何形狀零件的要求,另一方面可以不用接頭(緊固件或鉚釘等)獲得整體結構。SPF/DB 技術的應用方向為:大型結構件、復雜結構件、精密薄壁件的超塑成形;高速超塑成形技術的研究與開發。SPF/DB 技術應用表明:盡管鈦合金成本高,但成本效益、可靠性、長壽命和重量輕量化對航空航天的吸引力更大。
旋壓成形技術制造的薄壁回轉體殼體構件解決了在車削加工時存在的剛度低、顫動大、加工精度低等技術問題或根本無法加工的技術難題,應用于航天領域具有諸多優勢。
美國強力旋壓生產的φ3900mm大型導彈殼體,徑向尺寸精度達到0.05mm,表面粗糙度R a 為1.6~3.2μm,壁厚差≤0.03mm。美國鈦制造公司采用1.5m 立式旋壓機旋壓φ 1524mm 的Ti-6Al-4V鈦合金導彈壓力容器封頭,每個封頭的旋壓時間為5min。民兵洲際導彈第二級固體發動機殼體采用了Ti-6Al-4V 鈦合金,并用強力旋壓成形,成形后的鈦合金殼體重量減輕30%。圍繞航天型號對輕質、高強、大型化航天需求,德國MT 宇航公司采用旋壓工藝制備出φ 1905 mm 的高強Ti-15V-3Cr合金推進系統貯箱,并應用于歐洲阿爾法通信衛星巨型平臺,實現了衛星平臺的大幅度減重、增加有效載荷。
我國的旋壓工藝與設備的研究源于60 年代初期,鈦合金的旋壓研究始于上世紀70 年代,經過40 多年來的發展,基本形成了從設備的研制到工藝開發一套成熟的體系。國內航天所用鈦合金及旋壓制品,如火箭發動機外殼、葉片罩、陀螺儀導向罩、內蒙皮等,Ti8Al1Mo1V 高鈦合金用于發動機葉片熱處理強化鈦合金旋壓成形;TB2 鈦合金用于小型噴管旋壓等。
西安航天動力機械廠研制出國內最大直徑的鈦合金筒形件;通過正反2 道次普旋翻邊成功旋壓出φ 500mm 的薄壁半圓鈦圈,零件用于空間飛行器微動力姿態調整。
中國航天科技集團公司第703 研究所采用普旋與強旋相結合的技術,以TC3、TC4 2 種鈦合金板材為坯料,熱旋壓制備出了2 種鈦合金半球形(φ 內522mm×2.0mm)、圓柱形儲箱殼體(φ 163mm×2.0mm×200mm 的杯形件,φ 163mm×2.0mm×360mm 及φ 112mm×6.0mm×1000mm 的筒形件)。
近幾年來,隨著計算機模擬技術的發展,數值模擬已廣泛應用于金屬部件旋壓成形過程的分析。航天材料及工藝研究所對TC4筒形件進行了計算機模擬,分析了旋輪攻角、旋輪運動軌跡、普旋道次等工藝參數對旋壓成形的影響規律,成功旋制了高深徑比的TC4 鈦合金筒形件。盡管鈦合金精密旋壓技術為航天領域提供了各類合金普旋成形高深徑比旋壓件,但從零件的工程化應用和旋壓成形的復雜性分析,還需進一步加強。總的來說,旋壓技術在國內航天工業獲得廣泛應用,但大直徑、薄壁整體鈦合金熱旋壓成形工藝尚無應用實例,直徑2.25 m貯箱箱底整體旋壓技術、直徑5 m 低溫貯箱箱底瓜瓣成形、鈦合金及高溫合金復雜結構件成形等技術還處在工藝摸索階段。
自20世紀90年代開始,隨著計算機技術的飛速發展,激光直接制造技術逐漸成為制造領域研究的熱點。激光直接快速成形技術中有2 種方法可以用于直接制造金屬零件,即區域選擇激光熔化(Selective Laser Melting, SLM)技術和近凈成形(Laser Engineered Net Shaping, LENS)技術。國外有關大型鈦合金結構件激光直接快速成形技術的研究主要集中在美國。美國AeroMet公司在2002~2005 年間實現了激光直接快速成形鈦合金結構件在飛機上的應用。2001 年Aero-Met公司開始為波音公司F/A-18E/F 艦載聯合殲擊/ 攻擊機小批量試制發動機艙推力拉梁、機翼轉動折疊接頭、翼梁、帶筋壁板等機翼鈦合金次承力結構件。2002 年制定出了“Ti6Al4V鈦合金激光快速成形產品”宇航材料標準(ASM 4999)并于同年在世界上率先實現激光快速成形鈦合金次承力結構件在F/A-18 等戰機上的驗證考核和裝機應用。在航天領域,NASA 馬歇爾航天飛行中心(NASA’s Marshall Space FlightCenter in Huntsville,Ala.)于2012 年將選區激光熔化成形技術應用于多個型號航天發動機復雜金屬零件樣件的制造。激光直接快速成形技術還常常被用于鈦合金零件或者模具的修復。
我國鈦合金結構件激光直接快速成形技術的研究,從2001 年開始一直受到政府主要科技管理部門的高度重視,在飛機、發動機等鈦合金結構件激光快速成形制造工藝研究、成套裝備研發及工程應用關鍵技術攻關等方面取得了較大進展。
北京航空航天大學激光材料加工制造技術實驗室以飛機次承力鈦合金復雜結構件為對象,開展激光快速成形工程化應用技術研究,先后制造出TA15 鈦合金角盒近200 件,完成了“激光快速成形TA15 鈦合金結構件在某型飛機上的裝機評審”,首件激光快速成形TA15 鈦合金結構件順利通過在某型飛機上的全部應用試驗考核,使我國成為繼美國之后世界上第二個掌握飛機鈦合金復雜結構件激光快速成形工程化技術并實現激光快速成形鈦合金結構件在飛機上應用的國家。
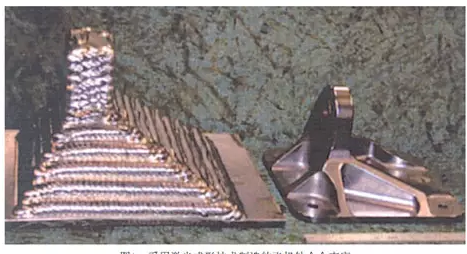
北京航空航天大學王華明主持的“飛機鈦合金大型復雜整體構件激光成形技術”項目研制生產出我國飛機裝備中迄今尺寸最大、結構最復雜的鈦合金等高性能難加工金屬關鍵整體構件,并在我國大型飛機等多型飛機研制和生產中得到實際應用,從而使我國成為目前世界上唯一突破飛機鈦合金大型主承力結構件激光快速成形技術并實現裝機應用的國家,如圖1。
相對于國內的航空領域的研究應用,目前激光直接快速成形技術在我國航天領域的應用研究基本上還是處于起步階段。實際上,航天液體和固體火箭發動機難加工材料、復雜型面的結構件及武器型號難加工材料輕質防熱結構件可以很好地采用選區激光熔化技術實現高精度加工。
采用激光直接快速成形技術制造航空航天用的整體鈦合金結構件具有材料利用率高、加工余量小、周期短和柔性高等優點。但激光快速成形過程中零件變形開裂預防,內部質量(內部缺陷、晶粒及顯微組織等)及力學性能控制依舊是制約大型整體鈦合金關鍵結構件激光直接快速成形技術發展和應用的技術瓶頸。
結束語
綜合所述,鈦合金精密熱成形技術在獲得不斷進步的同時,也遇到了一些技術難題,大型整體鈦合金構件的工程化應用范圍還比較小,但隨著航空航天產業的快速發展,鈦合金精密熱成形技術必定步入一個新的發展期,鑒于鈦合金和精密熱成形技術的突出優點,二者的結合在未來航空航天工業中的貢獻作用將更為顯著,今后其主要發展方向是:(1)大型或者超大型復雜(薄壁)結構件的整體精密成形、低成本、工程化應用;(2)計算機模擬(仿真)技術、CAD/CAM技術、數控技術等與精密成形技術的結合,為航空航天新構件的成形提供技術途徑。









")






