員體系")
")























3D打印與注塑成型:選擇哪種制造方法?
魔猴君 知識(shí)堂 231天前
在制造業(yè)中,有多種生產(chǎn)技術(shù)可以滿足不同的需求。其中,注塑成型和3D打印。這兩個(gè)過程各有優(yōu)勢,并且通常是互補(bǔ)的。為了更好地理解它們,我們將探討它們的基本原理、獨(dú)特特征、應(yīng)用、市場制造商和所涉及的成本。
在討論每項(xiàng)技術(shù)之前,及時(shí)對(duì)它們進(jìn)行定位以便了解它們的來源是很有用的。注塑成型的歷史可以追溯到1860年代,當(dāng)時(shí)John Wesley Hyatt發(fā)明了賽璐珞(一種開創(chuàng)性的塑料材料)。后來,海厄特和他的兄弟以賽亞獲得了第一個(gè)注塑系統(tǒng)的專利,該系統(tǒng)由一個(gè)活塞組成,可將熔化的賽璐珞壓入模具中。整個(gè)20世紀(jì),技術(shù)不斷發(fā)展,詹姆斯·沃森·亨德利(James Watson Hendry)于1946年發(fā)明的旋轉(zhuǎn)螺桿注塑機(jī)等發(fā)明至今仍是默認(rèn)的注塑系統(tǒng)。
至于增材制造,它起源于20世紀(jì)80年代。第一個(gè)3D打印系統(tǒng)基于Chuck Hull開發(fā)的立體光刻技術(shù),并于1986年獲得商業(yè)專利。顯然還有許多其他制造工藝,可兼容多種制造工藝。適用于不同應(yīng)用和行業(yè)的材料。
注塑和3D打印:它是如何工作的?
3D打印是如何工作的?
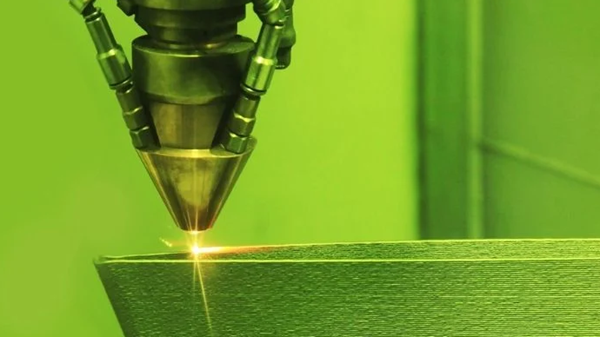
3D打印是一種通過從數(shù)字繪圖中逐層添加材料來創(chuàng)建物體的生產(chǎn)過程。這種方法提供了極大的靈活性和精度,可以創(chuàng)建復(fù)雜的幾何形狀,而使用傳統(tǒng)的制造方法(包括注塑成型)很難甚至不可能實(shí)現(xiàn)這些幾何形狀。增材制造涵蓋不同的技術(shù)系列,這些技術(shù)在可用材料、能源和添加材料的方法方面有所不同。如果我們對(duì)它們進(jìn)行一般性的分類,我們可以說主要有三種工藝:基于擠出的工藝、基于光聚合的工藝和基于粉末熔融的工藝。在每個(gè)系列中,都有需要獨(dú)特設(shè)備的變體,這些變體不使用相同的材料,并且其結(jié)果明顯不同。然而,每種技術(shù)都有明確的步驟來實(shí)現(xiàn)最終部分。
該過程首先使用計(jì)算機(jī)輔助設(shè)計(jì)(CAD)軟件創(chuàng)建3D繪圖。繪圖完成后,將其轉(zhuǎn)換為數(shù)字文件。數(shù)字模型以與3D打印機(jī)兼容的格式導(dǎo)出,例如STL、OBJ或3MF,然后將文件加載到切片軟件或slicer中,該軟件將模型轉(zhuǎn)換為水平圖層并生成G代碼。此代碼包含3D打印機(jī)將遵循的指令。實(shí)際的制造取決于所使用的打印技術(shù)。打印完成后,物體可能需要也可能不需要后處理,后處理可能包括支撐去除、打磨或熱處理。
注塑成型是如何工作的?
顧名思義,注塑成型工藝涉及將熔融材料注入模具中,材料在模具中冷卻并固化以形成最終部件。該過程從材料的選擇和制備開始,材料可以是顆粒、粉末或預(yù)成型件的形式。盡管最常見的材料是塑料,但在此過程中也可以使用金屬或玻璃。我們將更詳細(xì)地介紹與該技術(shù)兼容的材料。材料準(zhǔn)備好后,將其送入進(jìn)料斗,然后從那里送入桶中。
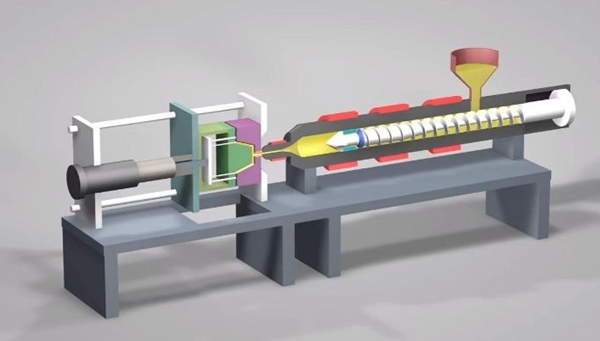
注塑機(jī)剖析(照片來源:3ERP)
機(jī)筒內(nèi)裝有高溫螺桿,在加熱的同時(shí)旋轉(zhuǎn)并推動(dòng)物料。這種熱量會(huì)熔化材料,使其變得粘稠和流動(dòng)。值得注意的是,此階段的溫度最高可達(dá)200℃。一旦材料熔化,螺桿就會(huì)前進(jìn),并通過噴嘴系統(tǒng)將其在高壓下注入模腔,類似于擠出機(jī)。注射時(shí)間可以很短,通常在0.1至2秒之間。一旦塑料被注射到模具中,由于模具溫度較低,它幾乎立即開始冷卻和凝固。此外,模具還設(shè)有通風(fēng)孔,有助于保持恒溫并加速冷卻過程。
當(dāng)材料凝固后,關(guān)閉裝置(可以是液壓機(jī)或電動(dòng)壓力機(jī))釋放壓力,導(dǎo)致模具打開并釋放零件。最后,模具閉合并重復(fù)注射周期以生產(chǎn)下一個(gè)零件。需要注意的是,盡管存在不同類型的模具,例如多腔模具、雙注射模具或混合模具,但它們由相同的基本結(jié)構(gòu)制成以執(zhí)行上述機(jī)械功能。鑄件的后處理包括去毛刺、噴漆、表面處理或裝配。
與注塑和3D打印兼容的材料
增材制造和注塑成型都使用適合各種應(yīng)用和行業(yè)的多種材料。例如,在FDM 3D打印中,PETG、PLA和ABS等熱塑性塑料由于易于擠出而占據(jù)主導(dǎo)地位。增材制造還使用熱固性材料、彈性體和工程樹脂。它可以加工金屬(如鈦和鋁)和陶瓷,從而拓寬了其應(yīng)用范圍。有趣的是,某些工藝與注塑中使用的塑料顆粒兼容,以便找到相關(guān)材料的所有特性。讓我們記住,3D打印中使用的細(xì)絲的成分會(huì)發(fā)生變化。

注塑成型的首選材料仍然是塑料。
與增材制造一樣,注塑成型與多種材料兼容,這些材料在很大程度上具有相同的使用可能性(熱塑性塑料、熱固性材料、彈性體、金屬和工程樹脂,例如尼龍和聚碳酸酯)。這種多功能性使得能夠生產(chǎn)耐用的汽車零部件、醫(yī)療級(jí)硅膠植入物和其他高性能零件。注塑成型能夠加工致密材料,這使得它對(duì)于生產(chǎn)需要高結(jié)構(gòu)完整性和尺寸精度的零件非常有用。
后處理
精加工和后處理對(duì)于提高3D打印和注塑成型零件的功能和美觀特性至關(guān)重要。就3D打印而言,由于打印過程會(huì)產(chǎn)生粗糙的紋理和可見的層線,因此實(shí)現(xiàn)光滑的表面光潔度通常需要噴砂、拋光或化學(xué)處理等后處理技術(shù)。對(duì)于許多3D打印技術(shù),特別是FDM、SLA、DLP和材料噴射,去除支撐是打印零件后處理的另一個(gè)關(guān)鍵步驟,特別是對(duì)于具有復(fù)雜幾何形狀或懸臂式的設(shè)計(jì)。一般來說,這些技術(shù)對(duì)于細(xì)化表面紋理、提高零件耐用性和確保尺寸精度至關(guān)重要,這對(duì)于需要高質(zhì)量美觀或功能表面的應(yīng)用至關(guān)重要。然而,每種后處理技術(shù)都高度依賴于最初使用的3D打印技術(shù)。
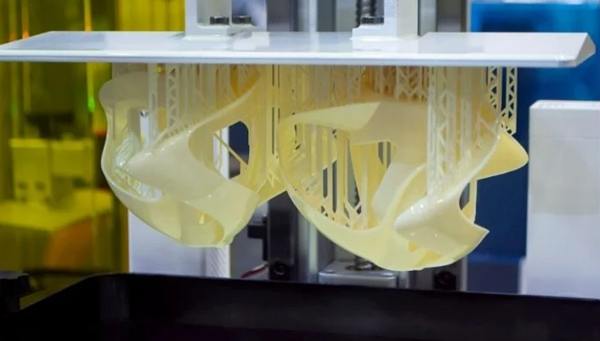
樹脂3D打印零件需要進(jìn)行后處理以去除支撐物和多余的樹脂
在注塑成型的情況下,后處理通常比增材制造的情況要少得多,因?yàn)槟>呖梢詫⒏哔|(zhì)量的光潔度轉(zhuǎn)移到零件上。然而,有時(shí)需要幾個(gè)步驟才能確保最終產(chǎn)品符合所需的規(guī)格。最常見的后處理步驟之一是去除溢料,即在注射成型過程中從模具型腔逸出的多余材料。它通常使用去毛刺或切割工具進(jìn)行,盡管在批量生產(chǎn)中經(jīng)常使用自動(dòng)化系統(tǒng)來加速這一過程。
注塑和3D打印的應(yīng)用
這兩種工藝都廣泛應(yīng)用于工業(yè)領(lǐng)域,每種工藝都利用獨(dú)特的優(yōu)勢來應(yīng)對(duì)特定的制造挑戰(zhàn)、需求和機(jī)遇。增材制造在需要定制和復(fù)雜幾何形狀的行業(yè)中表現(xiàn)出色,例如醫(yī)療、航空航天、汽車和消費(fèi)品。增材制造在原型設(shè)計(jì)和定制方面的靈活性在醫(yī)療領(lǐng)域中顯而易見,個(gè)性化植入物和假肢是根據(jù)患者的個(gè)人解剖結(jié)構(gòu)量身定制的,從而改善了治療效果和患者的舒適度。
同樣,增材制造的使用在航空航天領(lǐng)域也大幅增長,在高超音速導(dǎo)彈、火箭發(fā)動(dòng)機(jī)或零重力3D打印機(jī)中出現(xiàn)了特定應(yīng)用,以提高太空任務(wù)的自主性。航空航天工程師正在利用3D打印的能力來生產(chǎn)具有復(fù)雜設(shè)計(jì)的輕質(zhì)耐用零件,因?yàn)檫@些組件可以通過減輕整體重量或優(yōu)化傳統(tǒng)制造方法無法實(shí)現(xiàn)的復(fù)雜幾何形狀,從而顯著提高性能。
3D打印非常適合生產(chǎn)具有復(fù)雜設(shè)計(jì)的零件
此外,汽車制造商還利用增材制造技術(shù),利用該技術(shù)進(jìn)行快速原型制作、多次迭代和制造輕量化零件。這樣可以快速且廉價(jià)地修改零件,并提高定制性。雖然使用該技術(shù)的行業(yè)在很大程度上重疊,但注塑成型在需要大批量生產(chǎn)和精確、一致的零件質(zhì)量的行業(yè)中發(fā)揮著獨(dú)特的作用。與增材制造一樣,它在汽車、消費(fèi)品和醫(yī)療器械行業(yè)很普遍,但原因卻截然不同。

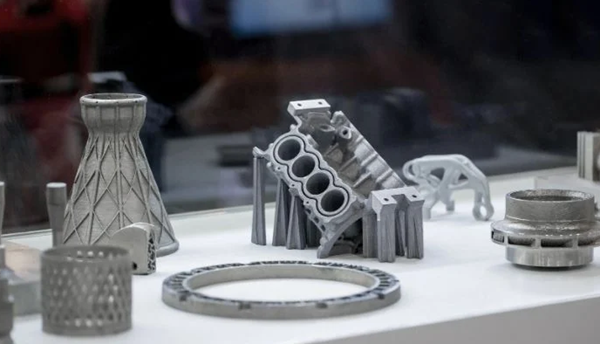
圖片6通過金屬注射成型(MIM)制造的零件
注塑成型因其能夠高效生產(chǎn)具有出色表面光潔度和高尺寸精度的標(biāo)準(zhǔn)化零件而受到青睞。具體來說,汽車應(yīng)用依靠注塑成型來生產(chǎn)大量部件,例如保險(xiǎn)杠、門把手、儀表板和車身外板,確保一致性并符合嚴(yán)格的行業(yè)標(biāo)準(zhǔn)。在消費(fèi)品行業(yè),注塑對(duì)于大規(guī)模制造塑料包裝、容器、電子產(chǎn)品外殼和玩具至關(guān)重要,以保持產(chǎn)品的一致性并實(shí)現(xiàn)大規(guī)模生產(chǎn)。與3D打印一樣,醫(yī)療行業(yè)也從注射成型中受益匪淺,尤其是注射器、導(dǎo)管和手術(shù)器械等醫(yī)療器械的生產(chǎn)。注塑在這一領(lǐng)域特別有利,因?yàn)樗试S醫(yī)療保健專業(yè)人員使用滿足嚴(yán)格的生物相容性和尺寸精度監(jiān)管要求的設(shè)備。
優(yōu)點(diǎn)和局限性
注塑成型以其大批量生產(chǎn)的效率和成本效益而聞名,使其成為各行業(yè)高性能制造的基石。注塑成型的主要優(yōu)點(diǎn)是能夠以最小的材料損失生產(chǎn)大量相同的零件。模具創(chuàng)建后,生產(chǎn)過程很快,每個(gè)周期都會(huì)生產(chǎn)一個(gè)完全成型的零件,使其成為消費(fèi)品和電子行業(yè)大規(guī)模生產(chǎn)的理想選擇。隨著產(chǎn)量的增加,這種效率轉(zhuǎn)化為顯著的單位成本節(jié)省,使得初始安裝成本對(duì)于許多公司來說是值得的。對(duì)于大規(guī)模生產(chǎn)來說,注塑成型正變得極具成本效益。
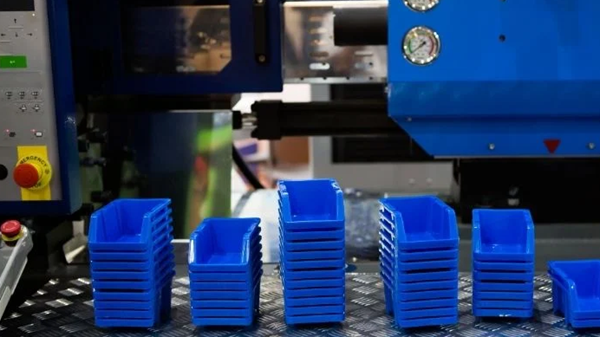
注塑成型的主要優(yōu)點(diǎn)是可以大批量生產(chǎn)相同的零件。
然而,注塑成型面臨著重大挑戰(zhàn),特別是在準(zhǔn)備時(shí)間和初始投資方面。模具設(shè)計(jì)和制造可能需要數(shù)周甚至數(shù)月的時(shí)間,具體取決于要生產(chǎn)的零件的復(fù)雜程度。如此長的交貨時(shí)間使得注塑成型在進(jìn)行快速設(shè)計(jì)變更時(shí)的靈活性大大降低。與制造模具、購買機(jī)械和獲取材料相關(guān)的高昂前期成本可能會(huì)限制許多小型企業(yè)和初創(chuàng)企業(yè)進(jìn)入市場。
設(shè)計(jì)約束也起著至關(guān)重要的作用,因?yàn)閺?fù)雜的幾何形狀和內(nèi)部特征可能很難在不影響零件完整性或顯著增加設(shè)計(jì)新模具的成本或生產(chǎn)時(shí)間的情況下成型。此外,澆道(熔融材料進(jìn)入模具的入口點(diǎn))必須經(jīng)過精確設(shè)計(jì)和校準(zhǔn),以確保材料均勻流入模具,防止變形和過早冷卻。盡管存在這些障礙,一旦克服了模具制造的初始投資,每個(gè)零件的價(jià)格就會(huì)隨著產(chǎn)量的增加而大幅下降。
另一方面,與注塑成型相比,增材制造所需的準(zhǔn)備時(shí)間最短,這使其對(duì)于快速原型制作和按需生產(chǎn)非常有用。這種實(shí)施速度對(duì)于航空航天和汽車等快速發(fā)展行業(yè)的公司特別有利,這些公司受益于快速迭代和縮短的交付周期,從而能夠?qū)崿F(xiàn)顯著的節(jié)省。當(dāng)需要改變?cè)O(shè)計(jì)時(shí),例如在快速原型制作中,3D打印可以進(jìn)行快速、經(jīng)濟(jì)高效的調(diào)整,而注塑成型則需要昂貴的模具更換或更改。
此外,增材制造在可持續(xù)性方面比注塑成型具有明顯的優(yōu)勢,因?yàn)樗诖蠖鄶?shù)情況下顯著減少了材料浪費(fèi)。該工藝的附加性質(zhì)意味著材料僅在需要時(shí)才沉積,從而最大限度地減少浪費(fèi)。雖然與傳統(tǒng)方法相比,注塑成型相對(duì)耐用,但增材制造擅長不會(huì)因澆口未對(duì)準(zhǔn)或剩余材料而產(chǎn)生廢物。

來源:Materialise
雖然初始設(shè)置很快,但3D打印的實(shí)際生產(chǎn)速度比批量生產(chǎn)的注塑成型慢。此外,盡管行業(yè)不斷進(jìn)步,3D打印零件的表面精加工通常需要大量的后處理才能實(shí)現(xiàn)所需的紋理或美學(xué)質(zhì)量,而3D打印零件通常不會(huì)出現(xiàn)這種情況。這增加了生產(chǎn)過程的時(shí)間和成本,特別是對(duì)于需要高質(zhì)量精加工的零件。此外,3D打印的入門價(jià)格可能會(huì)根據(jù)其所使用的行業(yè)而有很大差異,這決定了它是低成本還是高成本選擇。盡管增材制造是一種可靠且普遍負(fù)擔(dān)得起的制造選擇,具有無與倫比的設(shè)計(jì)靈活性,但它通常不是大規(guī)模生產(chǎn)簡單、統(tǒng)一組件的經(jīng)濟(jì)選擇。
制造時(shí)間
盡管不可能給出每個(gè)階段的確切時(shí)間表,但存在決定因素。例如,在注塑成型的情況下,模具準(zhǔn)備可能需要很長時(shí)間,因?yàn)樗ㄔO(shè)計(jì)、制造和加工模具。事實(shí)上,模具的設(shè)計(jì)不僅考慮零件的結(jié)構(gòu),還考慮模具周圍的整個(gè)機(jī)構(gòu)、冷卻系統(tǒng)、通風(fēng)口、注射通道等。對(duì)于要打印的零件,設(shè)計(jì)時(shí)間僅關(guān)注零件,當(dāng)然還有支撐件。在這兩種情況下,設(shè)計(jì)時(shí)間都會(huì)根據(jù)零件的復(fù)雜性以及實(shí)現(xiàn)所需結(jié)果所需的修改而有所不同。
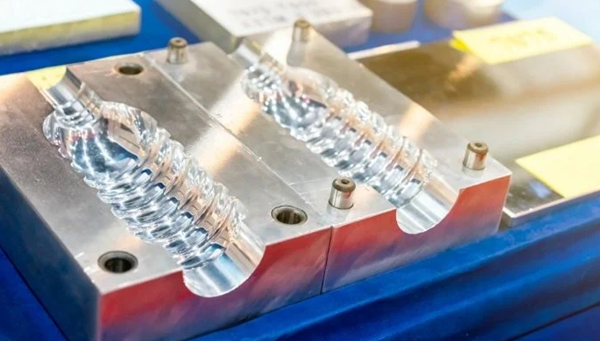
塑料瓶生產(chǎn)模具示例
至于實(shí)際生產(chǎn)時(shí)間,增材制造取決于零件的幾何形狀、打印分辨率、使用的材料和技術(shù)。例如,打印小型、簡單的零件只需幾分鐘,而打印大型零件可能需要數(shù)小時(shí)甚至數(shù)天。另一方面,注塑成型速度要快得多,因?yàn)闄C(jī)器經(jīng)過校準(zhǔn),可以如此精確地重復(fù)注射材料,從而可以在幾秒鐘內(nèi)生產(chǎn)出大量零件。
注塑和3D打印的成本
另一個(gè)要點(diǎn)是生產(chǎn)成本。工業(yè)注塑設(shè)備的初始投資范圍從50,000美元到超過200,000美元不等,具體取決于機(jī)器的尺寸、容量和技術(shù)規(guī)格。請(qǐng)注意,我們也開始看到小規(guī)模生產(chǎn)的解決方案。在3D打印機(jī)方面,根據(jù)所使用的工藝、尺寸等,價(jià)格差異很大。這兩種工藝之間的主要區(qū)別之一是增材制造不需要模具投資。事實(shí)上,模具是最昂貴的組件之一,尤其是當(dāng)它們非常復(fù)雜時(shí)。模具的成本可能高達(dá)100,000美元。
軟件是另一項(xiàng)投資。這兩個(gè)過程都需要軟件來進(jìn)行過程設(shè)計(jì)和監(jiān)控。由于這兩種工藝的投資都是獨(dú)特的,除了專業(yè)的報(bào)價(jià)服務(wù)之外,還有在線計(jì)算器可以作為制造計(jì)算的參考點(diǎn)。Hubs、ICOMold或CustomPart是注塑成型計(jì)算器的示例;對(duì)于增材制造,有AMOTool或ShatterBox等解決方案。在這兩種情況下,重要的是要記住還有安裝成本、上市時(shí)間、投資、維護(hù)、勞動(dòng)力和材料。

注塑成型是大批量相同零件的理想選擇
雖然增材制造仍然被認(rèn)為是小批量項(xiàng)目、定制零件和快速原型制造的理想選擇,但這種情況似乎在未來幾年會(huì)發(fā)生變化。事實(shí)上,正如Protolabs最近發(fā)布的一份關(guān)于市場趨勢的報(bào)告所強(qiáng)調(diào)的那樣,越來越多的專業(yè)人士正在轉(zhuǎn)向增材制造來大量制造以前使用注塑成型等傳統(tǒng)技術(shù)制造的零件。
體模型?")

3D打印材料屬性一覽表")
3D打印用模型文件?")
合作")
精華文章合集,你想知道的3D打印知識(shí)都在這里!")
保護(hù)聲明")

據(jù)格式")
")






