
























如何避免3D打印粗糙的頂層?
魔猴君 知識堂 343天前
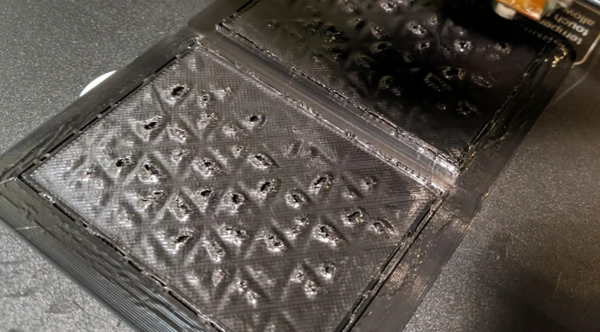
大家是否注意到打印件的頂層不均勻、粗糙且有孔?這種引人注目的不良缺陷稱為枕狀缺陷,它只出現在打印品的最后。
這主要是由于頂層冷卻不當造成的。如果它們冷卻得不好,這些層就會圍繞下面的填充結構扭曲,從而形成枕形圖案。
起皺是一種與熔融沉積成型(FDM)打印機打印相關的缺陷。由于FDM的工作原理(一層打印在另一層之上),出現枕狀現象的原因有很多。其中,主要原因可能包括頂層之前不同的填充密度和圖案,以及冷卻不當和與燈絲凝固相關的問題。
在這篇文章中,魔猴網將和大家一起更深入地了解導致枕頭效應的原因,然后我們將討論避免它的方法,最后我們將用一些需要記住的提示和技巧來總結。
一、什么時候發生
了解如何預防和解決枕頭問題需要了解其原因(來源:ctb5009,來自Reddit)
任何耗材和任何FDM打印機都可能出現枕頭現象,但某些材料或設置比其他材料或設置更容易受到影響。總體而言,枕頭效應的根本原因是頂層每個柵格強度不足。光柵是指僅在一個打印方向上擠出的細絲。因此,排查故障的關鍵是找出光柵的弱點在哪里。需要檢查三大類原因:材料、切片機設置和硬件問題。
1、材料
就材料而言,較軟的燈絲由于其內在的柔韌性而更容易受到影響。當這種類型的材料被擠出并沉積在另一層的頂部時,其下垂的特征往往會使每個光柵向下流動,而沒有填充圖案來支撐它。在這些區域中,會發生一種橋式打印,如果光柵不快速凝固,其自身重量就會使其變形。
為了在這些情況下增強擠出的細絲,重要的是始終為柔性材料設置正確的溫度和適當的冷卻速率。盡管柔性材料更有可能出現枕頭效應,但其他類型的材料也不能幸免。如果沒有足夠的冷卻并且材料太熱,則更有可能下垂,無法正確流動,并阻止材料達到適當的剛性。為每種材料建立適當的擠出溫度及其冷卻速率對于防止這種情況至關重要,我們將在下面進行更仔細的研究。
2、切片器設置
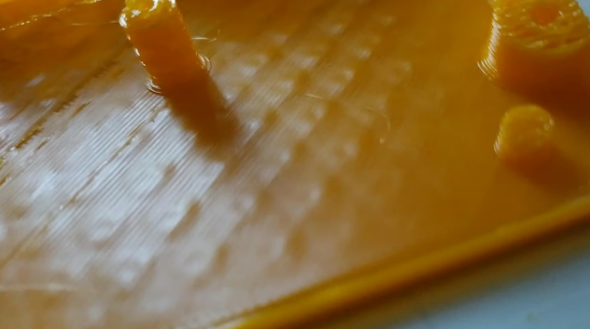
當頂層經歷枕頭時,可以看到填充圖案(來源:m-gregoire via Reddit)
考慮切片器設置,如前所述,頂層柵格將沉積在填充的頂部,并受到填充的支持。除非您選擇旨在顯示打印填充的美觀效果,否則頂層將以100%填充密度打印,只是為了包圍模型。下面的填充物密度越小,它就越像橋式打印,而這種類型的開放空間打印需要特定的條件才能成功。
然而,如果總重量和打印時間不是關鍵的項目參數,克服這個問題的一種簡單方法是增加填充密度并將填充圖案更改為更封閉的圖案。這可能并不總是可行,特別是當您使用更大的模型、更昂貴的材料或在截止日期前時。我們將在下面研究更多解決方案。
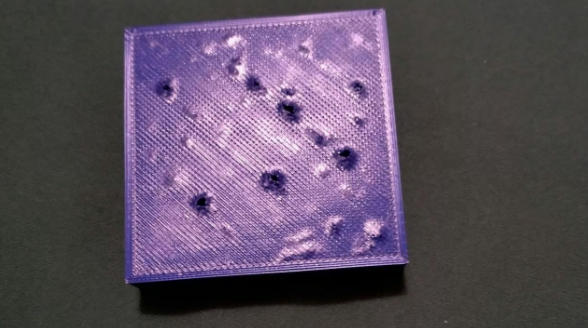
薄薄的頂層可能還不夠(來源:Protobott via Reddit)
枕頭效應的另一個原因可能是頂部厚度太小。由于材料較少,您不僅會面臨前面提到的“橋接”的風險,而且還可能存在透明度問題,從而破壞打印品的美觀效果。如果您的頂層只有一層(即單層或單片),則更有可能發生枕狀現象,如上圖所示。
3、硬件
最后,如果打印機遇到硬件問題,則擠出不足可能是一個問題。擠壓不足和枕墊是不同的現象,有不同的原因,但是,兩者都會產生有間隙和缺乏材料的表面。雖然第一種情況可能在整個打印過程中發生,但后者僅在打印頂層時發生。如果擠出頭出現擠出不足,則意味著沒有沉積足夠的細絲,從而削弱了每個光柵。如果您注意到擠壓不足的問題,那么您還有可能面臨枕頭問題。
二、修復方法

增加層數或層高是解決枕頭問題的良好開端(來源:chimchim11,來自Reddit)
了解枕頭的根本原因只是克服它的第一步。下一步是知道如何應對它。與大多數打印問題一樣,有多種方法可以解決它。考慮到之前提到的材料特性、切片機參數和硬件問題,結合以下方法是解決問題的最佳方法。
1、增加層高和頂層
如前所述,當頂面不夠厚時,它可能會成為一個問題,因為它會削弱頂層。幸運的是,這個問題很容易解決,只需增加切片機的頂部厚度即可。
頂部厚度影響頂部的層數和每層的高度。考慮將頂層的數量增加到六層。在UltiMaker Cura中,您可以在“打印設置”菜單的“頂部/底部>頂層”下找到它。
盡管添加了更多材料,但提高層高將增加每個柵格的橫截面積,從而增強它們的強度。當打印層高較小時,耗材更容易翹曲,值得注意的是,采用1.75毫米耗材的打印機比使用2.85毫米耗材的打印機更容易出現枕狀現象。該設置可以在“打印設置”菜單中的“質量>圖層高度”下找到。
另一種可能性是將填充部分使用的層高增加六倍,例如從0.2毫米增加到1.8毫米;這應該足以掩蓋發生的任何枕頭效應。總體而言,建議頂層總厚度約為1.5毫米,您可以在“打印設置”中的“填充>填充層厚度”下更改它。
此外,噴嘴直徑也會影響光柵剛度。如果您使用小直徑噴嘴,打印的光柵將不如大直徑噴嘴堅硬,從而擠出更厚的光柵。
2、調整冷卻
柔性長絲,例如TPU,需要仔細的頂層打印(來源:Reddit的Orthodox-Waffle)
由于不適當(例如不夠)的冷卻往往會削弱每個光柵,從而導致枕狀效應,因此增加冷卻速率是有幫助的。如果打印時風扇關閉,您應該采取的第一步是打開它們;確保切片機中的冷卻風扇設置為打開(在Cura中,在打印設置中,“冷卻>啟用打印冷卻”)。如果您的切片器沒有此選項,您將需要手動編輯G代碼。使用命令M106,您應該能夠打開冷卻風扇。
如果仍然出現枕狀現象,則需要改進冷卻。確保冷卻風扇打開后,檢查頂層打印時它們是否以100%的速度旋轉。如果已經是這樣,風扇可能無法優化以冷卻您的打印件。然而,網上有很多模組可以解決這個問題,并且僅在打印頂層時使用臺扇或類似的東西來增強冷卻也可能有所幫助。
除了優化風扇之外,通過使光柵更快凝固來強化光柵的另一種方法是降低擠出溫度。這是擠出柔性材料時的一個重要步驟。盡管如此,重要的是要意識到這樣做可能會損害層的附著力。考慮溫度塔分析并相應調整擠出速度。
另一種解決方案是在打印頂層時增加Z偏移。增加熱端與打印表面之間的距離也會增加擠出材料與環境之間的熱傳遞,使其快速固化并產生更堅韌的光柵。
放慢速度并嘗試不同的填充設置
還可以通過減慢打印速度和增加填充百分比來減少起球。降低打印速度將為最近擠出的光柵提供足夠的時間來固化,獲得所需的剛性來支撐其自身重量以及將沉積在其上方而不彎曲的光柵的重量。
如果這還不夠,可以更改與填充相關的另外兩個方面,以避免(或減少)橋接打印:增加密度(“填充>填充密度”)和更改圖案(“填充>填充圖案”)。第一個需要擠出更多材料,并且會增加總體打印時間;典型的百分比是10-20%,因此您增加多少還取決于您愿意犧牲多少時間和材料。考慮到相同的密度,填充圖案的變化可以為頂層提供具有更少孔的支撐。在這些情況下,陀螺儀圖案可能是最合適的。
三、進一步建議

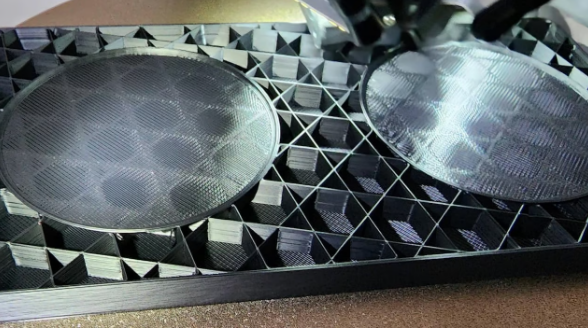
當您處理解決方案時,頂層應該類似于頂部部分(來源:ZoofusCos via Reddit)
枕頭是一種令人不愉快的缺陷,但這些簡單的解決方案可以輕松消除該問題。此外,以下建議可以幫助改善頂層結果。
檢查硬件:在搜索中更改材料或切片機參數以消除枕頭之前,請確認問題不是在擠壓下。通過尋找堵塞跡象來驗證噴嘴并進行清潔。此外,定期校準打印機和擠出機始終是一個很好的做法。
增量更改:為了尋找最佳切片機參數來減少或消除枕狀效應,請少量更改它們,進行測試,直到達到最佳值。另外,請確保一次更改一個參數。如果您一次嘗試所有更改,您將無法確定哪一個有效,而且太多更改還可能導致其他問題。
頂層厚度:在打印之前在切片機軟件中規劃和模擬打印始終是一個好主意。執行此操作時,請嘗試規劃頂層厚度,使其為層高的倍數。
改善頂部表面光潔度:在解決了大多數枕頭缺陷之后,始終可以平滑打印的外表面。對于頂面,按單調順序熨燙和打印可能是一個不錯的選擇,但是,可以應用其他后處理技術來平滑打印(只要考慮到您的模型、材料和時間)。
編譯整理:ALL3DP









")






