
























如何隱藏3D打印Z接縫(Cura)
魔猴君 知識堂 344天前
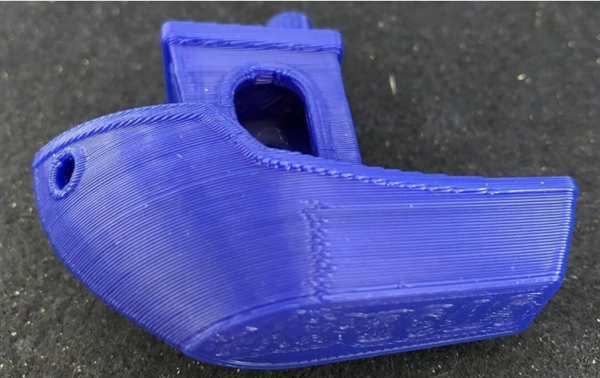
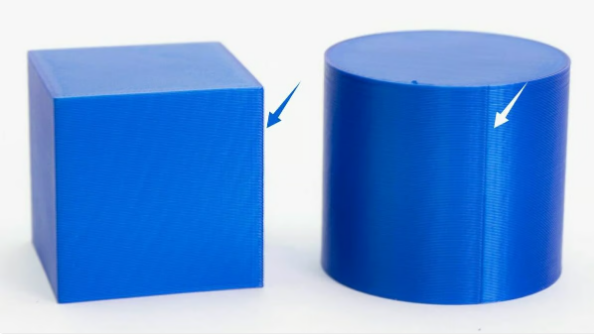
每當您打印具有光滑側面的對象(不是在花瓶模式)時,您可能會注意到打印側面的凹凸對齊。雖然這種現象有時被錯誤地稱為“斑點”或“痘痘”,但更正確的說法是“Z形接縫”。AZ接縫通常看起來像一條橫跨模型整個Z軸的線。
大多數3D打印件上都存在AZ接縫。然而,接縫的可見度和嚴重程度可能會因幾個不同因素而異,包括模型的尺寸和形狀。在高大的圓形物體上,凹凸線可能最為明顯。這是因為較高的零件將自動具有較長的接縫,而圓形零件的光滑壁使接縫更加明顯。
雖然Z形接縫不一定會影響零件的功能,但它仍然很煩人,尤其是在打印花瓶或角色扮演零件等展示件時。幸運的是,有一些解決方案可以幫助您減少打印件上Z形接縫的可見度。在本文中,魔猴網將和大家一起學習導致Z形接縫的原因、如何防止它以及可用于控制和隱藏Z形接縫的一些Cura設置。
一、原因
Z形接縫是由每層開始或結束處的擠壓造成的(來源:heijmenberg via Reddit)
正如我們所提到的,Z縫是一個打印質量問題,基本上在每個打印中都存在,但其嚴重程度取決于許多因素。讓我們仔細看看擠壓過程。
AZ接縫在打印頭(特別是噴嘴)跳到下一層的過程中形成。就在這次跳躍之前,擠出停止,打印頭瞬間停止移動,同時Z軸步進電機將其提升到下一層。
在此暫停期間,多余的燈絲可能會從噴嘴中滲出。這種不必要的擠壓是由于打印時熱端的壓力累積而發生的。當擠出機短暫暫停時,該壓力被釋放,導致材料從噴嘴中少量流出。多余的材料在暫停位置粘在打印件上,形成Z形接縫的凸起。
至于凸塊的對齊,這個問題就出在切片機的手中。大多數切片器會自動將下一層的起點設置在上一層終點的正上方,因此凹凸對齊以創建非常明顯的Z形接縫。
雖然這種對齊聽起來很容易避免,但將起點和終點放置在同一位置是最有效的,并且有助于限制打印時間。此外,移動起點并不能消除積聚的壓力,因此在打印件上移動以在新位置開始下一層可能會導致打印件出現拉絲。
二、預防
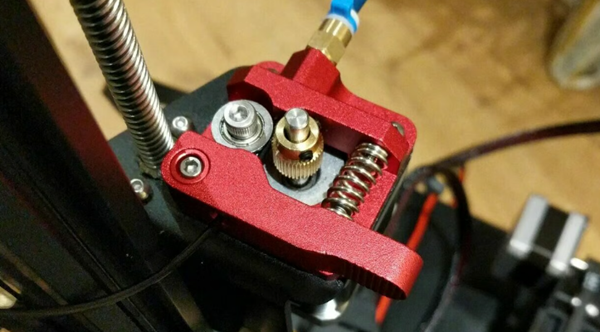
校準您的E-steps可以改善擠壓(來源:m3tolli via Reddit)
處理Z形接縫有兩種方法:防止和隱藏。為了防止任何打印問題,您必須確定并解決問題的根源,對于Z形接縫,問題的根源是熱端內部的壓力,將多余的材料釋放到打印件上。
這種壓力是由整個印刷過程中不完美的擠壓造成的,防止這種壓力可能是一項具有挑戰性的任務。理想情況下,您希望通過調整所有影響因素來完善打印機的擠出。
不幸的是,許多不同的切片機、固件和機械注意事項都會影響機器的擠出,因此這可能是一個耗時的過程。以下是一些擠出校準技術以及可能有助于防止熱端壓力的其他功能:
校準擠出機(E步):校準擠出機涉及調整E步,以確保擠出機電機的擠出準確。換句話說,經過校準的擠出機將確保當擠出10毫米的長絲時,正好有10毫米進入熱端。
調整流量:流量有時稱為擠出倍數,是另一個擠出變量。流速決定長絲的擠出速率(通常是百分比)。最好在校準擠出機后調整該值。
噴嘴溫度:噴嘴(或更準確地說,熱端)溫度是擠出的另一個關鍵因素。噴嘴越熱,材料熔化和流過的速度就越快。溫度過高通常會導致過度擠壓,從而使Z形接縫更加明顯。
打印速度:打印速度控制噴嘴移動的速度。較低的打印速度可以讓耗材有更多的時間擠出,并有助于限制熱端壓力。

過多的滑行可能會導致打印件中丟失一些位(來源:kurvalak via Prusa Research)
滑行:此功能告訴打印機停止主動擠出材料,但在層的最后部分繼續移動。滑行假設熱端壓力將完成噴嘴層的擠出。雖然一點點滑行會有所幫助,但請確保不要將滑行值設置得太高,否則當材料在一層結束之前用完時,您可能會在打印件上遇到微小的間隙。
縮回:縮回是一項可以在3D切片機上激活的打印功能,它會告訴打印機(特別是擠出機)在噴嘴移動結束時從熱端縮回燈絲。當噴嘴暫停時,拉回燈絲可緩解熱端壓力,但拉回過多可能會導致噴嘴堵塞。此設置有助于防止Z形接縫并減少打印中的拉絲。
層更改時回縮:與整體回縮無關,“層更改時回縮”是一項可以啟用的設置,正如其名稱所示,當熱端移動到下一層時回縮。雖然它會增加打印時間,并且如果回縮距離較長,可能會產生不需要的結果,但如果Z接縫出現問題,則它是應首先啟用的設置之一。
擦拭:擦拭是切片機的另一個功能,它采用與縮回不同的方法來緩解熱端壓力。擦拭不是通過反轉擠壓來降低壓力,而是通過擦拭使熱端減輕打印模型上的壓力。此功能告訴您的打印機在完成一層后短暫地從一側移動到另一側,以釋放熱端壓力,然后再移動到下一層。
線性提前:最后,線性提前是一項固件功能,與滑行一樣,可根據預測的熱端壓力進行調整。此功能并不能真正防止壓力,但它使用壓力和設定的壓縮值(K)來保持擠出與打印速度一致。
三、切片器設置

隨機化Z接縫并不能防止問題出現,反而會分散問題(來源:b3p4u,來自Reddit)
如果您像許多用戶一樣,不想經歷避免熱端壓力的及時且困難的過程,或者您已經調整了設置但仍然有可見的Z接縫,那么隱藏接縫可能會更好為您提供解決方案。隱藏或減弱Z形接縫效果的最簡單方法是使用切片器設置;我們將研究UltiMaker Cura中提供的一些最重要和最相關的內容。
Z形接縫對齊
這些設置選項控制不可避免的Z接縫凸塊的對齊方式。有四種選項可供選擇:
用戶指定允許您手動控制Z接縫的位置。選擇后,您可以選擇一些預設選項(例如“右后”)或設置X軸和Y軸坐標。它還可能有助于激活“Z接縫相對”選項以使手動輸入坐標相對于零件的中心。
最短設置完成上一層時最接近噴嘴的起點。正如您所期望的,此選項會產生一條直線凹凸,因此,如果您想掩蓋Z形接縫,則不應選擇此設置!
Random,顧名思義,將每層的起點設置在隨機位置。雖然“隨機”選項可以防止出現直線Z形接縫,但它仍然會導致可見的斑點,只是在不同的點處。
最銳角選擇最銳角的角來放置Z形接縫。角落非常適合隱藏Z形接縫,因為接縫幾乎融入頂點。
接縫角偏好
將接縫放在角落里會更不明顯(來源:Prusa Research)
如果需要選擇一個角作為圖層的起點,這些選項可控制如何選擇角。此設置還包含一些選項:
None告訴您的切片器在選擇圖層的起點時不要做出特殊的首選項。(如果您使用“Z接縫對齊”的“最銳角”設置,請不要擔心,最銳角仍會被選為起點。)
隱藏接縫將接縫放置在模型的內角上。由于接縫位于模型外殼的最內角,理論上它應該不那么明顯。
暴露接縫與前一個完全相反,并將接縫放置在最外角。這聽起來像是讓外觀看起來更明顯,但根據型號的不同,這可能更好。
隱藏或暴露接縫告訴您的打印機使用最內角或最外角作為起點。
智能隱藏與前一種類似,但它嘗試盡可能多地選取最內角,但仍然允許選擇最外角。
螺旋化外輪廓
下一個設置位于“特殊模式”下,通常稱為花瓶模式,它通過逐漸跳躍并且在打印結束之前永不停止噴嘴的移動來平滑Z軸跳躍。其結果是單層物體的打印速度更快,Z形接縫明顯不那么明顯。此設置有一個子設置:
僅當激活“螺旋化外輪廓”時,平滑螺旋輪廓才可用。它使花瓶模式下的打印運動變得平滑,以進一步限制Z形接縫效果。
編譯整理:ALL3DP









")






