
























MJF 與 SLS:對于 3D 打印零件來說,哪個更強、更快、更好?
魔猴君 知識堂 392天前
點擊了解更多介紹:魔猴網(wǎng)惠普MJF與選擇性激光燒結(jié):3D打印技術(shù)對比
本文重點比較 MJF 和 SLS,從工藝原理和材質(zhì)性能介紹對比兩種工藝下3D打印零件的不同。
一、MJF 和 SLS 技術(shù)定義

HP Multi Jet Fusion 機器(來源:3D Prod)
MJF 和 SLS 屬于同一個 3D 打印技術(shù)系列,稱為粉床融合。不過具體打印成型技術(shù)上有一些差異。兩種技術(shù)都使用相似的材料,生產(chǎn)具有相似特性的零件,并且可以以相似的速度進行打印。
1、MJF—多射流融合

采用 HP Multi Jet Fusion 技術(shù)的系列連接器
Multi Jet Fusion 是 HP 于 2016 年推出的一項 3D 打印技術(shù),HP 是一家以 2D 復(fù)印機和電子產(chǎn)品而聞名的大型跨國設(shè)備制造商。惠普憑借數(shù)十年在噴墨打印、可噴射材料、精密機械和材料科學(xué)方面的專業(yè)知識打造了 MJF。
MJF 迅速成為一項廣泛使用的技術(shù),尤其是 3D 打印服務(wù)公司和汽車制造商等大型制造商。
簡而言之,該技術(shù)涉及使用一種液體粘合劑將粉末狀聚合物材料逐層熔合在一起。該技術(shù)因分配液體聚合物(或“粘合劑”)的多個噴墨頭而得名。

MJF 流程分為五個步驟(來源:HP)
在多噴射融合打印過程中,打印機在打印床上鋪展一層聚合物粉末。隨后,噴墨頭會在粉末上運行,并根據(jù)所需零件的數(shù)字模型將熔合劑和細化劑沉積到床上。
紅外線加熱裝置也會在打印零件上移動。無論在何處添加熔合劑,下面的層都會“熔化”在一起,而暴露于細節(jié)劑的區(qū)域不會完全熔合,而是充當一層以確保表面質(zhì)量。未施用藥劑的區(qū)域仍然是粉末。未熔化的粉末支撐熔化的材料,直到打印部件完成。
施加粘合劑后,將另一薄層粉末鋪在床上,然后重復(fù)該過程
打印過程完成后,整個粉末床及其中的打印部件將被移至單獨的處理站。在這里,大多數(shù)松散的未熔化粉末被吸走,以便可以在下一次打印作業(yè)中重復(fù)使用。最終部件可以染色、拋光、噴漆,并且根據(jù)材料的不同,可以承受塑料焊接、鉆孔和機械加工。
2、選擇性激光燒結(jié)

激光燒結(jié) 3D打印的汽車零件(來源:Formlabs)
選擇性激光燒結(jié)并不是一種專有工藝,盡管核心技術(shù)本質(zhì)上是相同的,但數(shù)十家公司提供的 SLS 3D 打印機差異很大。
SLS 是一種粉末床熔融方法,使用激光選擇性地燒結(jié)(而不是熔化)聚合物粉末顆粒,通過熱量和壓力以逐層方式將它們?nèi)酆显谝黄穑钡街圃斐?3D 零件。SLS 打印機可以配備一個或多個不同類型(光纖激光器、二極管激光器、CO2 等)和功率(10 瓦、60 瓦、100 瓦、1,000 瓦)的激光器。
該過程首先將裝滿粉末材料的粉末箱加熱到略低于聚合物的熔化溫度。重涂刀片在構(gòu)建平臺上散布一層薄薄的粉末。接下來,激光(或多個激光)掃描一層的壓印,從而燒結(jié)粉末顆粒。一旦一層完成,構(gòu)建平臺就會向下移動,刀片會用干凈的粉末重新涂覆表面,就像 MJF 中一樣。重復(fù)這個過程直到一個或多個零件完成。
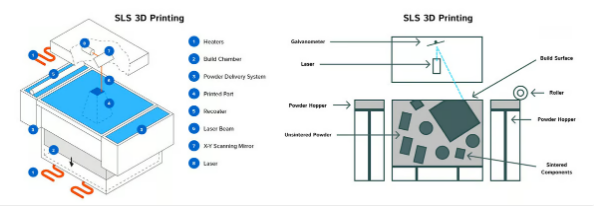
兩張類似的圖表展示了選擇性激光燒結(jié) 3D 打印的工作原理。
一旦打印過程完成并且構(gòu)建室冷卻(這可能需要幾個小時),部件就會從粉末床上取出并進行清潔。
與 MJF 一樣,最終零件可以進行染色、拋光或噴漆,并且根據(jù)材料的不同,可以承受塑料焊接、鉆孔和機加工。
二、強度和零件特性

使用 HP Multi Jet Fusion 3D 打印機打印的零件(來源:HP)
MJF 和 SLS 零件都具有良好的拉伸強度、抗沖擊性和抗疲勞性,使其適合功能原型和最終用途零件。那么哪種方法可以生產(chǎn)出更好的零件呢?答案取決于您的零件和 3D 打印機。
使用 MJF 打印的零件通常表現(xiàn)出各方向同性的機械性能,這意味著它們在所有方向上都具有一致的強度和剛度。研究表明,SLS 零件沿 ZX 方向(垂直)的性能比沿打印平臺(水平)的性能更弱。因此,SLS 部件的強度和剛度根據(jù)打印層的方向而變化。
研究人員于 2024 年在《先進工程材料》雜志上發(fā)表了一項研究,直接比較了在 MJF 機器(Jet Fusion 系列 5200)上使用玻璃珠注入尼龍 12 生產(chǎn)的零件和相同零件在 Sharebot SnowWhite2 SLS 機器上采用完全相同的材料對比。
據(jù)國外研究人員說到:“對樣品的微觀結(jié)構(gòu)和機械性能的深入分析揭示了兩種技術(shù)之間的差異和特殊性。” “由于激光確保了強大的加熱,當零件沿著構(gòu)建平面打印時,SLS 表現(xiàn)出更低的孔隙率和更高的機械性能。相比之下,MJF 樣品表現(xiàn)出更高的機械各向同性,對于垂直定向的零件具有出色的彎曲和拉伸行為。”
雖然 SLS 部件在 XY 和 XZ(均沿打印板)方向表現(xiàn)出“略高”的性能,但在每種負載情況下,MJF 部件在 ZX 方向(垂直方向)上的性能比 SLS 強 40%。研究人員表示,原因是在 MJF 中,與 SLS 相比,熔合劑有助于獲得更好的層間熔化和粘合力。
為了更深入地了解這一點,研究人員聯(lián)系了惠普。
HP 表示:“MJF 實現(xiàn)了比 SLS 更好的 z 屬性各向同性,因為 SLS 的融合曝光時間‘僅’60 微秒,這限制了層與層之間融合的方式。” “在 MJF 中,定影曝光時間為 60 毫秒,比 SLS 長 1,000 倍。這樣,聚合物鏈就會重復(fù)(或纏結(jié)),因為它們在一定溫度下有足夠的時間。”
MJF 零件具有液密性和防水性,無需進行后處理。
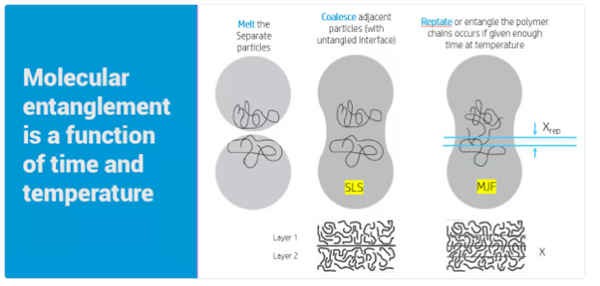
據(jù) HP 稱,MJF 技術(shù)比 SLS 能夠讓各層有更多時間融合在一起(來源:HP)
每個提供其中一種或兩種技術(shù)的 3D 打印機制造商以及每種 3D 打印服務(wù)在其網(wǎng)站上都有拉伸強度比較的圖表和圖表,但只有少數(shù)實際研究側(cè)重于 SLS 和 MJF 技術(shù)之間的比較。
2019 年的一項研究將 MJF 零件與 3D Systems SLS 機器生產(chǎn)的零件進行了比較,發(fā)現(xiàn) MJF 零件具有更高的斷裂伸長率和更高的拉伸強度(沿 Z 方向打印時)。然而,隨著這兩種技術(shù)的機器和材料發(fā)展的步伐,如果我們談?wù)?SLS 技術(shù)甚至 3D Systems 的技術(shù),五年前的研究可能不再被視為準確。
即使是上面提到的 Badini 的最新研究,也不是對這兩種技術(shù)的明確分析,因為它將起價遠超過 100,000 美元的特定 MJF 5200 型號機器與特定 SLS 機器 Sharebot SnowWhite 2(40,000 美元)進行了比較。Sharebot 是一款功能強大、廣受歡迎的臺式 SLS 打印機,配備 14W CO2 激光器。然而,更工業(yè)化的 SLS 機器,如 Nexa3D QLS 820,配備四個 100W CO2 激光器和快速吞吐量,可以說比 HP 5200 更好。
事實上,Nexa3D 的業(yè)務(wù)開發(fā)總監(jiān) John Calhoun 表示,如果作者使用 Nexa3D 機器,巴迪尼的研究結(jié)果可能會略有不同。“雖然 ZX 的實力可能更好(在 MJF 上),但對于真正的工程師來說,它本身并不是一個高度相關(guān)的因素。正如研究指出的那樣,SLS 實際上在 XY 和 XZ 方向上表現(xiàn)出了更高的性能。”
Calhoun 還指出,玻璃填充 PA 12 并不是大多數(shù) MJF 用戶使用的材料,如果最大部件強度是目標,SLS 用戶將改用玻璃填充聚對苯二甲酸丁二醇酯 (PBT GF) 或玻璃填充材料填充 PA6,這是 MJF 無法使用的更高強度材料。
確實,SLS 可以加工比 MJF 更多的具有不同機械性能的材料。我們將在下面介紹更多材料。
三、價格、零件尺寸、顏色、打印工期、性能參數(shù)比較
點擊了解更多介紹:魔猴網(wǎng)惠普MJF與選擇性激光燒結(jié):3D打印技術(shù)對比

注意:以上打印工期為參考工期,具體打印工期可以咨詢魔猴網(wǎng)客服,因為每日訂單量,模型大小不同,實際工期以當日客服確定為準。
關(guān)于MJF和SLS打印速度大家可以參考以下:
MJF 構(gòu)建速度為 3.42 至 4.55 升/小時(相當于 3,420 – 4,550 cm 3每小時),無論零件密度和零件復(fù)雜性如何,速度的變化取決于所選的打印模式,您可以根據(jù)所需的結(jié)果(例如快速原型或最終零件)選擇該模式。
SLS 打印機速度不僅各不相同,而且S LS 打印機制造商對速度的描述和定義也不同。Nexa3D 表示,其 QLS 820 的打印速度高達每小時8,000 cm 3 ,幾乎是 MJF 的兩倍。Formlabs 并未給出 Fuse 1+ 30W 的速度本身,但表示它可以在 32 小時內(nèi)完成一個包裝打印床(14.5 升)的零件。
惠普表示,MJF 可以在 12 小時內(nèi)完成一個包裝好的打印床(41 升)。
事實上,不要將打印速度與整個過程所需的時間混淆,包括機器設(shè)置、打印、冷卻和后處理。例如,MJF 打印機與某些 SLS 打印機一樣,具有可拆卸的構(gòu)建平臺,該平臺允許部件在打印機外部冷卻,因此您可以插入另一個構(gòu)建平臺并在之前的部件冷卻時保持打印。
四、MJF和SLS用途

SLS 和 MJF 用于多個行業(yè)的原型和最終產(chǎn)品,包括消費品、建筑模型、無人機、機器人、汽車、醫(yī)療、物聯(lián)網(wǎng)設(shè)備、運動器材、鞋類、矯形技術(shù)、教育以及夾具和固定裝置、促銷品等等。
編譯整理:ALL3DP


3D打印材料屬性一覽表")
3D打印用模型文件?")
合作")
精華文章合集,你想知道的3D打印知識都在這里!")
保護聲明")

據(jù)格式")
")






