
























3D打印中的間隙:如何修復和避免它們
魔猴君 知識堂 514天前
如果您的3D打印件中出現(xiàn)間隙或孔洞,這可能是一個很難修復的問題,特別是因為可能有多種不同的因素造成這些間隙或孔洞。在本文中,魔猴網將和大家一起討論可能出現(xiàn)的間隙缺陷、其潛在原因以及如何處理它們。
一、第一層間隙
第一層被認為是最重要的,因為它為整個模型提供了基礎。因此,它可能是打印成功或失敗的決定因素。有一些異常現(xiàn)象可能會導致第一層出現(xiàn)間隙,所有這些異常現(xiàn)象都可能導致比簡單的美觀缺陷更多的問題。
讓我們首先看看不同類型的差距是如何發(fā)生的及其潛在原因。然后,我們將詳細介紹解決這些問題的步驟。
1、行與行之間的間隙
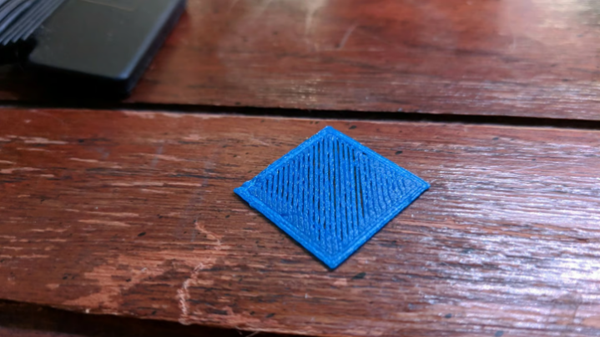
線條之間的間隙導致了這種類似烤架的圖案(來源:reyemxela via Reddit)
問題
您的打印件在第一層的擠出線之間反復出現(xiàn)間隙。這些線條似乎彼此均勻分布,在打印件底部形成一種類似柵欄的圖案,而不是堅實的平坦表面。
潛在原因
一個潛在因素是Z軸偏移太大。Z偏移調整噴嘴和打印平臺板之間的物理距離。在這種情況下,噴嘴似乎離床太遠,導致層線在擠出過程中不會被輕微擠壓,而在足夠的Z偏移量下,層線會填充表面。擠壓不足也可能是原因,因為每條線都不會像預期的那么厚,導致線之間出現(xiàn)令人討厭的間隙。
2、材料缺失的區(qū)域

Z偏移值必須恰到好處(來源:Prusa知識庫)
問題
打印的第一層有一些區(qū)域沒有材料,盡管噴嘴已經對該區(qū)域進行了描邊。這種情況在打印第一層時最為明顯。根據(jù)嚴重程度,這可能會損害整個打印,因為部分粘合力會受到影響。
潛在原因
本質上,噴嘴和床之間的間隙太窄,導致材料無法擠出。在極端情況下,噴嘴會刮擦構建表面,可能導致堵塞甚至硬件損壞。
床身不平或Z偏移校準不足是最可能的原因。構建板上的小凹凸或翹曲或殘留碎片也可能導致第一層出現(xiàn)小縫隙。
3、洞狀異常
第一層上的孔狀異常很容易檢測到(來源:geofox784,來自GitHub)
問題
您的印刷品在第一層有小的斑點間隙,看起來像小孔或短線段。它們可能出現(xiàn)在整個表面或單個小島上。這些缺陷很容易被發(fā)現(xiàn),并影響模型的美觀。
潛在原因
模床附著力差會導致擠出線無法附著在構建板上,尤其是在擠出線段的開始或末尾。與擠出相關的問題(如擠出不足或擠出過度)也可能導致在第一層形成這些縫隙。
4、解決方案:第一層間隙

適當?shù)拇舱{平和Z偏移調整將解決大多數(shù)第一層間隙問題(來源:wannamaker via UltiMaker)
上述大多數(shù)問題都可以通過正確的打印機校準來解決。對于線條之間的縫隙和材料缺失的區(qū)域,Z偏移調整應能起到作用,確保第一層的完整性,避免可能導致孔狀異常的粘附問題。精確的擠出校準將確保沉積適量的材料,從而形成良好的第一層。
確保始終保持床面清潔和水平。此外,對于ABS和尼龍等熱膨脹率較高的材料,應使用正確的床面粘合技術。
二、層間間隙
眾所周知,3D打印的工作原理是添加一層薄薄的材料層,一層一層地疊加,直到創(chuàng)建出三維物體。每一層都必須充分沉積在前一層的頂部,以創(chuàng)建堅固且美觀的零件。
大多數(shù)層之間的間隙是由周邊擠出或層粘附力差的問題引起的,正如我們接下來將看到的。盡管如此,還有一些其他缺陷可以被視為差距,因此,我們也將涵蓋它們。
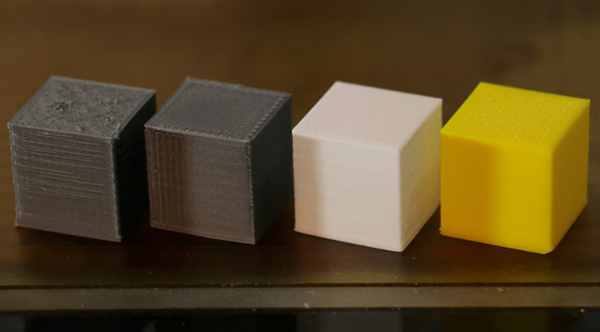
1、孔洞和麻子

小孔和麻點通常是擠壓問題造成的(來源:Lord_Rexington via Reddit)
問題
3D打印模型的側面會出現(xiàn)缺陷。這些缺陷與其說是間隙,不如說是導致表面粗糙的小孔和打印失敗點。這些缺陷可能是孤立的斑點,也可能是整個零件表面一致的瑕疵。
潛在原因
這些主要是擠出問題造成的,即塑料沒有按照應有的方式沉積。不適當?shù)目s回設置也可能是原因,因為它們可能會阻礙移動后擠出的開始。長絲中的水分也會導致表面出現(xiàn)小麻點。
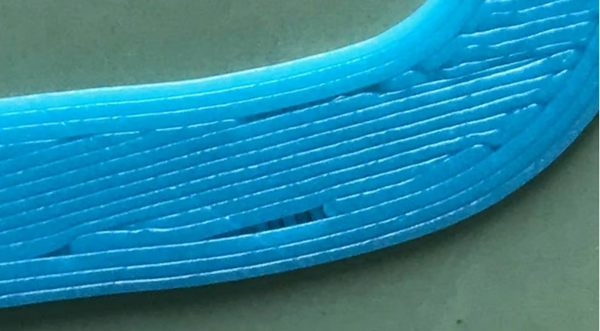
2、層分離

當層之間沒有足夠的粘合時就會發(fā)生層分離(來源:emiliomitre via Reddit)
問題
兩個或多個層部分分裂或分離。這種現(xiàn)象也稱為分層,除FDM外,在其他3D打印方法中也相當常見。在極端情況下,層分離會導致整個打印過程失敗。
潛在原因
層間粘合強度低通常與噴嘴溫度過低、擠出不足、高速打印或有時層高過大有關。熱膨脹率高的材料更容易出現(xiàn)這種情況,因為這種現(xiàn)象類似于翹曲。
3、解決方案:層間間隙
嘗試調整擠出、溫度和風扇速度設置(來源:jpod via Zeepro Forums)
對于孔洞和麻點,微調3D打印機的擠出校準和回縮設置應能避免大部分(如果不是全部的話)表面問題。保持長絲的正確存放和干燥也能提高打印質量。
現(xiàn)在,發(fā)生層分離的原因有很多。要解決這個問題,可以嘗試將噴嘴溫度和冷卻設置調整到最佳值。降低打印速度和正確的擠出設置也有助于層粘合。
對于ABS和尼龍等材料,打印機外殼是一個很好的補充,因為它可以幫助消除翹曲和劇烈收縮。
三、頂層間隙
頂層是最后打印的,用于封閉模型及其部分中空的內部。因此,頂層是完全實心的,至少應該如此。頂層表面出現(xiàn)縫隙是一個很常見的問題,其原因有很多,我們將在本節(jié)中一一介紹。
1、行與行之間的間隙

脆弱的頂層是3D打印中的一個常見問題(來源:SirThunderCloud,來自Reddit)
問題
層線之間始終存在間隙,導致頂層不牢固,并非真正牢固。這個問題通常會影響整個圖層,尤其是在零件的大塊填充物上印刷的區(qū)域。
潛在原因
要么是沒有沉積足夠的材料,要么是該層的基礎不夠牢固。也有可能兩個問題同時存在。因此,固體面層數(shù)量不足、擠出不足以及填充物過于稀疏都有可能導致這種情況。
2、墻壁間隙
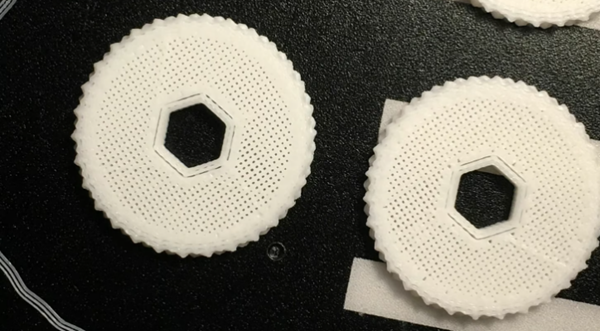
當頂層填充線未附著到輪廓時,就會出現(xiàn)墻壁間隙(來源:1100110001000,來自Reddit)
問題
印刷品的頂層和周邊之間有孔。這也被稱為壁分離,由于填充物是以直線鋪設的,因此在圓形特征(如孔和圓柱)中很容易察覺。
潛在原因
頂層印刷速度過快以及嚴重的擠出不足都會導致這一問題。在某些情況下,上一層印刷時填充比例過低也會導致壁隙。
3、解決方案:頂層間隙
正確的填充圖案和百分比應該為頂層提供堅實的基礎(來源:Hubs)
除了正確的擠出校準,增加實心頂層的數(shù)量或填充比例也可以消除頂層線條之間的縫隙。為了改善頂層的基礎,還值得嘗試不同的填充模式。
墻面縫隙的修復極具挑戰(zhàn)性。一些三維切片機(如Cura和Simplify3D)有專門的打印設置來糾正這一問題。一個好的開始是"填充重疊"(Cura)或"輪廓重疊"(Simplify3D)設置,這兩個設置都可以控制填充與輪廓周邊重疊的程度。
此外,降低打印速度和提高大塊填充百分比可能有助于頂層線條的正確拼接。
編譯整理:ALL3DP








據(jù)格式")
")






