
























3D打印孔:5個簡單技巧
魔猴君 知識堂 492天前
3D打印孔幾乎無處不在。銷釘、螺栓、軸承、線性桿和許多其他機械部件都需要它們。如果沒有它們,組裝某些3D打印件將會是一場由混亂的膠水和膠帶卷組成的噩夢。
雖然在CAD軟件中設計一個孔只需點擊幾下,但掌握3D打印孔的設計卻需要一些經驗。例如,垂直孔(垂直于打印床)與水平孔(平行于打印床)的設計應該如何不同?如果孔需要攻絲怎么辦?
從方向到材料收縮,3D打印的孔設計涉及許多復雜的因素,從而導致最終打印件的配合效果明顯不同。
在本指南中,魔猴網將和大家一起學習有關3D打印孔的頂級技巧。最后,您將掌握一系列工具,用于制作不同用途的孔。讓我們開始吧!
掌握基礎知識:正確校準

顯示大象腳的3D打印(來源:MatterHackers)
精確打孔的首要關鍵是正確校準3D打印機。校準有多種方式,以下是您應該特別注意的四種方式:
每毫米步數:每毫米步數設置告訴3D打印機每移動一毫米,每個電機要轉動多少。如果這些設置不正確,您的打印機生成的孔就會一直過大或過小。幸運的是,我們有專門的校準指南來幫助您找到適合您機器的每毫米步數設置。
軸對正:軸正交性是指打印機的運動軸相對于其他運動軸的方正程度。如果它們不完全垂直,打印機的運動就會出現偏差,打出的孔就會略帶橢圓形。要測試正交性,請使用我們推薦的帶有螺柱的校準立方體。在此基礎上,對打印機的軸進行物理調整,直到它們完全垂直為止。
第一層校準:正如您可能已經經歷過的,三維打印的第一層對成功結果至關重要。特別是對于孔來說,釘好第一層對于避免"大象腳"至關重要,"大象腳"是指打印開始時離床面太近。這會影響孔洞開口的大小,導致后期的裝配效果不佳。
適當的間隙:每臺機器的精度都略有不同,因此不能指望部件總是完美地安裝在一起。這就是間隙發揮作用的地方;這些間隙是設計中的微小間隙,可確保有足夠的余地進行適當的配合。
完成這四個步驟后,您就可以開始設計了!以下是幫助您成功制作3D打印孔的五個技巧。
1、不要從半空中開始

一系列短的和長的3D打印橋(來源:UltiMaker)
在適當的情況下,3D打印機可以打印橋。橋(如上圖所示)可以將塑料從縫隙的一端拉伸到另一端,從而減少材料在中間懸浮的機會。但是,如果在橋上打孔,就會破壞這種微妙的平衡,使塑料無法直線穿過縫隙;孔的周邊--圓形--必須被擠出到空氣中,沒有任何東西可以粘住。這可能會造成無支撐打印路徑的災難性混亂,要么毀掉你的打印,要么導致完全失敗。

一個經過修改的空中洞(左)和一個失敗的、未經修改的洞(右)(來源:Shop3D.ca)
解決這一問題的方法通常有兩種。
首先,一些用戶喜歡將中空的孔打散,使其位于一系列直線橋上。如上圖所示,孔的周邊可以靠在周圍的一系列層上,防止出現上述的打印在薄空氣中的現象。其結果是,產品更加整潔、無支撐物。
另外,有些用戶喜歡用一到兩層塑料"填充"孔洞,基本上是將孔洞底部封閉起來,形成一個平橋。只需添加這層薄薄的塑料,孔洞就會從下面得到很好的支撐,以后可以用X-acto刀將其切掉。從設計的角度來看,這也比前一種方案更容易實現。
2、謹防收縮
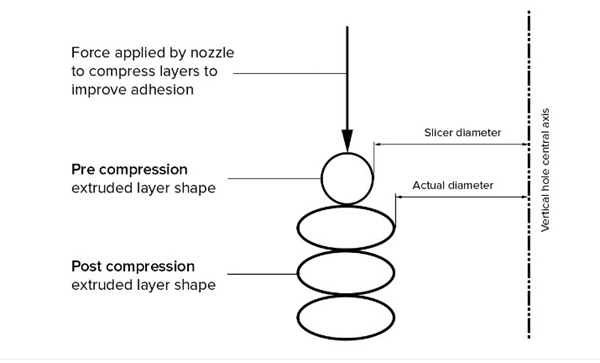
擠壓層的可視化壓縮,導致孔尺寸過小(來源:Hubs)
收縮是3D打印孔的另一個重要考慮因素。盡管收縮會以多種方式發生,但結果總是一樣的:孔洞會比你預想的小那么一點點。雖然這種變化是微妙的,但足以將配合過緊的螺栓和直接滑過的螺栓區分開來。
收縮有三個主要原因:
材料收縮:材料冷卻后會收縮。這是許多臭名昭著的打印失敗背后的罪魁禍首,包括翹曲和層分層。對于孔來說,這種收縮會導致零件尺寸略小,無法正常拼合。
層壓縮:這種情況會導致孔收縮,但實際上是由于層過大造成的。當打印機鋪設新層時,會施加一個壓縮力(如上圖所示)。雖然這能提高部件的強度,但也會導致下層略微擠壓,超出了它們原本的邊界。結果就是打印出來的零件在各個方向上都過于"膨大",包括孔內。
網格分辨率:雖然從技術上講這不是一種"收縮",但網格分辨率確實會導致打印出來的孔比原來設計的要小。這里的關鍵在于,對于大多數3D打印文件來說,"孔"實際上并不是完美的圓形,而是由多邊形組成的近似值。其結果就是會有一點點切角,導致打印出來的孔比最初設計的要小。

制造商采取各種技巧來解決收縮問題(來源:hartk1213 via Reddit)
要解決這些問題,可以先將孔設計得稍大一些,以防止收縮。打印后,孔會變小,更接近理想尺寸。可能需要反復試驗才能找到最佳位置,但你很可能會發現一些誤差,從而達到理想的貼合效果。
另外,你也可以嘗試切片機中的材料收縮設置。雖然不同的工具會有不同的名稱,但通常都有指定長絲收縮率的選項。類似的設置還有"水平膨脹",它同樣可以在打印前通過自動膨脹或收縮模型來避免收縮。
最后,你總是可以選擇讓孔保持原樣(甚至略微小于原尺寸)。如果您打算敲打螺紋,這將給您提供一些螺釘咬合的空間;否則,您只需按照您要求的精確尺寸鉆孔即可。
3、避免懸垂
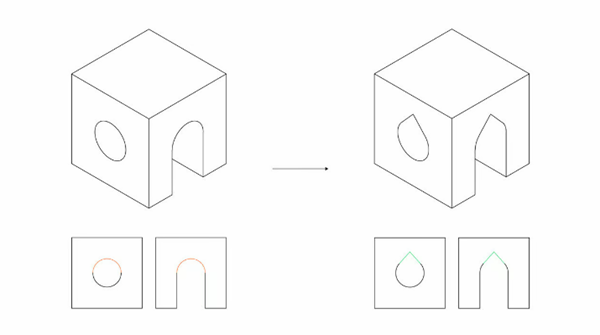
淚滴形狀允許水平孔的無下垂打印(來源:flowalistik via Wikifactory)
到目前為止,我們所討論的大部分內容都適用于垂直孔。如果你遇到的是水平洞呢?在這種情況下,你最大的挑戰可能就是懸挑物。
如上圖所示,水平孔形成的懸邊會隨著孔的閉合而變得越來越陡。在打印時,這意味著孔的頂部很容易下垂,從而導致開口略微"壓扁"。如果您想把螺栓裝進去,這就足以堵塞開口。
幸運的是,這個問題很容易解決,只要使用水滴形的孔而不是完全圓形的孔(如上圖所示)。這種設計避免了孔的懸垂,使版畫能夠保持您想要的弧度。雖然這種技術可能會略微增加三維設計的復雜性,但為了獲得精確的最終產品,這只是一個很小的代價。
4、添加緊固/合規機制

將線性桿插入槽孔,擰緊以確保牢固配合(來源:Maker's Muse via YouTube)
在某些情況下,您可能需要一個緊緊包住物體的孔。在將軸承或桿安裝到3D打印部件中時,通常就會出現這種情況。如何在組裝簡便和安裝牢固之間取得平衡?
在這種情況下,您的最佳選擇可能是設計出有一點余量的孔。這樣既能方便插入部件,又不會犧牲太多的"抓地力"和穩定性。這種設計通常有兩種:
緊固裝置:這些裝置可使原孔足夠大,以便在日后收緊時佩戴舒適。一種常見的設計方法是沿每個孔的長度方向增加一個槽,如上圖所示。在此基礎上,可以使用螺栓封閉縫隙,夾緊物體。

借助柔性孔機構插入的軸承(來源:Maker's Muse via YouTube)
順從式機構:如果對準是一個問題(如直線軸承),順從機構可能更適合您的應用。這些機構依靠塑料的天然彈性,在孔的尺寸上提供一些間隙,從而實現緊密的摩擦配合。您可以從上面的操作中看到這一點;塑料的彈性為軸承提供了足夠的空間。
5、借助工具調整

使用推拉工具改進螺紋孔的配合(來源:Hironori Kondo via All3DP)
到目前為止,我們主要關注的是裸露、干凈的孔,但這并不能涵蓋一切。有時,您可能需要螺紋孔。這些孔可以直接擰上螺栓,而不需要單獨攻絲或螺母。雖然這樣做很方便,但也會使前面的很多提示失去作用。例如,很難防止收縮,因為螺栓螺紋有標準尺寸。
為了解決這個問題,我們需要創造性地調整孔的設計。一個很好的方法是使用推/拉工具來擴大螺栓和螺紋孔之間的間隙,從而有效地增加間隙。您可以將其與上述收縮設置結合使用,以調整配合。
在設計時要注意,較大的螺紋出來會更整齊,尤其是在FDM 3D打印機上。我們建議使用較低的層高進行打印,以創建更精確的螺紋。
編譯整理:ALL3DP









")






