
























3D 打印 ASA:最佳設置和打印技巧
魔猴君 知識堂 531天前
丙烯腈-苯乙烯-丙烯酸酯(又稱ASA)是一種工程熱塑性塑料,其分子結構與非常流行和常用的丙烯腈-丁二烯-苯乙烯(又稱ABS)相似。ASA以其高沖擊力和良好的耐化學性而著稱。它可以耐高溫(軟化溫度為105°C),并具有很好的尺寸穩定性。
與ABS相比,ASA具有紫外線穩定性,即使長時間暴露在陽光和水中,也能保持其外觀和耐受性。它可用于許多常見產品,包括汽車零件(保險杠罩和側鏡外殼)、排水溝和排水管以及戶外家具。
下面,魔猴網和大家一起學習3D打印ASA的一些優缺點,然后從硬件和軟件兩方面介紹使用這種材料進行打印的必要條件。
一、ASA優點與缺點:

由于其抗紫外線性能,ASA是汽車儀表板杯架的理想選擇(來源:Fillamentum)
聚乳酸(PLA)可能是FDM 3D打印中使用最多的材料,而ABS則經常用于功能性或戶外部件等高耐受性應用。遺憾的是,ABS有一些可打印性方面的缺點,由于兩者有著共同的傳統,這些缺點在ASA中也同樣存在。不過,這些缺點在ASA中較少出現,因此這種材料更容易打印。
優點
抗紫外線(非常適合戶外使用)
堅固耐用
抗沖擊和耐高溫
良好的耐化學性和耐水性
良好的整體光潔度
可溶于丙酮(用于粘合和平滑)
缺點
需要較高的擠出機和床溫
在3D打印過程中容易變形、開裂和收縮
可能產生危險煙霧
價格較高
二、硬件要求
ASA需要用于更高溫度的全金屬熱端(來源:亞馬遜)
在考慮使用ASA之前,請確保您的3D打印機符合以下硬件要求。這絕對會讓您在將來省去不少麻煩。
加熱床:這是必須的。由于噴嘴和周圍空氣之間存在溫差,ASA很容易收縮和開裂。這種差異造成的熱變形會產生內部張力,有可能在打印過程中導致問題。
構建表面:適當的床面附著力對ASA至關重要,為此有幾十種解決方案。許多人使用Kapton膠帶、涂層解決方案(如ABS膠)或標準發膠。與其他任何依賴于良好床面附著力的材料一樣,確保您的床面始終處于正確的水平狀態。
封閉式打印機:強烈建議使用封閉式打印機,尤其是在打印大型部件時。雖然在沒有外殼的情況下也可以打印較小的部件,但較大的模型會產生很大的殘余應力,最終可能導致開裂和分層。外殼還能保護3D打印機免受氣流影響,氣流肯定會導致部件變形。
高溫熱端:只要能在高達260°C的溫度下打印,就不需要特殊的熱端。內襯PTFE的熱端可能不適合較長時間的ASA打印,因為PTFE在250°C時開始降解。雖然某些品牌的ASA長絲可以在低于250°C的溫度下進行打印,但全金屬熱端無疑是更安全的選擇。
三、打印設置

調整打印設置可能是改進ASA打印的最重要步驟(來源:All3DP)
如果所有硬件要求都已滿足,那么就可以對打印設置進行微調了:
底座溫度:對于ASA,建議將構建板溫度設置在90至110°C之間,具體取決于長絲品牌。長絲制造商通常會推薦特定的床層溫度。
噴嘴溫度:這種材料的打印溫度相對較高,通常在240至260°C之間。對ASA而言,打印溫度過高比過低要好,因為溫度越高,層間附著力越好。盡管如此,還是建議針對不同的長絲品牌校準噴嘴溫度。
打印速度:一般來說,打印ASA的最佳速度為40至50 mm/s。為幫助提高床面附著力,可以嘗試以25 mm/s的速度打印第一層。不過,可能需要進行一些微調,以找到適合您特定打印設置的速度。
冷卻:使用ASA打印無需冷卻。事實上,一般建議不使用冷卻。不過,極低的速度(5%至10%)可能會改善懸垂和整體打印質量。我們建議首先專注于獲得良好的圖層附著力,一旦實現了這一點,就可以嘗試使用冷卻風扇來避免過熱問題。
其他設置,如層高度和填充速度,將取決于您的特定打印機、長絲和項目。我們建議使用切片機中的默認設置,并根據需要進行調整,以獲得最佳效果。
挑戰
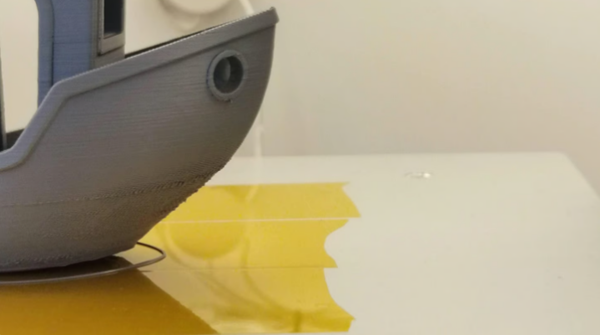
翹曲可能是ABS和ASA打印件的常見問題(來源:Accomplished-One-750,來自Reddit)
使用ASA進行打印有一定的困難,因為它對溫度變化非常敏感。好在ASA還是比ABS更容易打印。
如前所述,使用ASA時最緊迫的問題可能是翹曲效應和可能釋放的危險煙霧。
翹曲
當部件無法均勻冷卻時,就會發生翹曲。關于如何避免在FDM印刷過程中發生翹曲的信息很多,其中大部分是關于ABS的。由于這兩種材料非常相似,因此最好遵循相同的建議:避免風吹,確保第一層粘合良好,保持打印機校準,作為最后的手段,使用帽檐或筏子。
煙霧
至于煙霧,大多數印刷材料在擠出過程中都會釋放出某種有害物質。最有名的可能是ABS,它既會釋放出危險的氣體分子,也會釋放出納米顆粒。使用ASA印刷雖然沒有ABS那么麻煩,但也需要一些準備工作和小心謹慎。此外,它可能是一個非常臭的過程--主要是由于苯乙烯的存在。
強烈建議適當通風,并酌情使用口罩。
編譯整理:ALL3DP









")






