員體系")
")























3D 打印“拉絲”:5 個(gè)簡(jiǎn)單的解決方案
魔猴君 知識(shí)堂 570天前
當(dāng) FDM 打印機(jī)噴嘴穿過(guò)開(kāi)放空間到達(dá)下一個(gè)點(diǎn)時(shí),有時(shí)會(huì)滲出融化的塑料,然后凝固并粘在打印部件上。這就是 3D 打印機(jī)的 "拉絲 "現(xiàn)象,它會(huì)使 3D 打印部件上出現(xiàn)類似蜘蛛網(wǎng)或頭發(fā)絲的塑料細(xì)線。
從理論上講,當(dāng)噴嘴在露天空氣中移動(dòng)時(shí)(也稱為移動(dòng)),塑料應(yīng)該不會(huì)沉積。但是,熔融塑料經(jīng)常會(huì)滲漏到不該滲漏的部件上,使打印件看起來(lái)像 "胡須"。
FDM 打印機(jī)出現(xiàn)拉絲的主要原因是回縮設(shè)置不正確和熱端溫度設(shè)置過(guò)高。例如,PETG 需要相對(duì)較高的溫度才能熔化,因此容易出現(xiàn)拉絲現(xiàn)象。而 PLA 和 ABS 也有這個(gè)問(wèn)題。
本文魔猴網(wǎng)將和大家一起學(xué)習(xí)五種簡(jiǎn)單的解決3D打印拉絲方法,希望大家都可以打印出完美作品。
啟用回縮
啟用回縮是解決 3D 打印機(jī)拉絲問(wèn)題最常用的方法。啟用回縮意味著,當(dāng)擠出機(jī)必須穿過(guò)某個(gè)空間時(shí),長(zhǎng)絲將被進(jìn)料器拉回(僅一點(diǎn)點(diǎn))。這可以防止熔化的塑料在打印機(jī)頭移動(dòng)時(shí)拖尾,因?yàn)椤袄亍眲?dòng)作可以作為防止?jié)B漏的對(duì)策。一旦擠出機(jī)到達(dá)下一個(gè)位置,細(xì)絲就會(huì)被推出,并再次從噴嘴恢復(fù)打印。
在大多數(shù)切片應(yīng)用程序中,例如 Cura,通常默認(rèn)啟用回縮。不過(guò),如果回縮設(shè)置已打開(kāi),并且您仍然遇到 3D 打印機(jī)拉線問(wèn)題,則可能需要深入了解回縮設(shè)置的具體情況:
縮回距離
回縮距離可能是最關(guān)鍵的回縮設(shè)置,因?yàn)樗鼪Q定了燈絲行進(jìn)的距離。一般來(lái)說(shuō),如果您的噴嘴可以進(jìn)一步縮回,則意味著您遇到 3D 打印機(jī)拉絲的可能性較小。但同樣,如果您縮回得太遠(yuǎn),當(dāng)您需要恢復(fù)打印時(shí),熱絲可能無(wú)法在熱端使用。
要確定正確的縮回距離,您可能必須執(zhí)行測(cè)試打印。
回縮速度
回縮速度決定燈絲回縮的速度。較快的回縮速度表明 3D 打印機(jī)拉絲的可能性較小,因?yàn)榧?xì)絲在開(kāi)始滲出之前已被足夠快地拉回。然而,當(dāng)回縮速度太快時(shí),可能會(huì)導(dǎo)致燈絲與噴嘴內(nèi)的其他部分?jǐn)嚅_(kāi)。更糟糕的是,驅(qū)動(dòng)齒輪的快速移動(dòng)可能會(huì)研磨熔融塑料并堵塞噴嘴或產(chǎn)生未沉積細(xì)絲的區(qū)域。
因此,您應(yīng)該致力于找到一個(gè)最佳點(diǎn)(在慢速和快速之間),在該點(diǎn)上回縮效果最佳。這個(gè)最佳點(diǎn)可能會(huì)根據(jù)打印材料的不同而有所不同。執(zhí)行幾次測(cè)試打印以確定理想的收縮速度。
應(yīng)該使用什么設(shè)置?
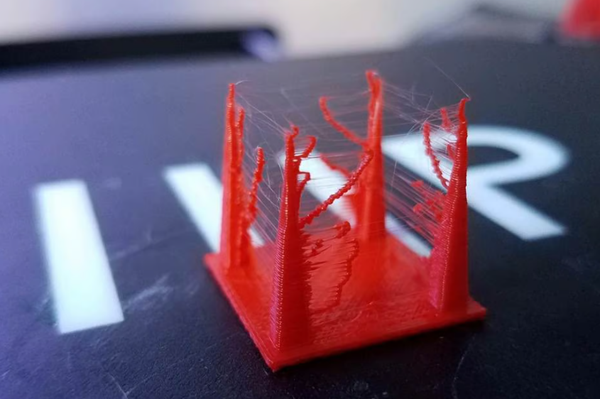
不同的回縮設(shè)置可以顯著增加或減少斑點(diǎn)(來(lái)源:Sennar59 via Reddit)
要確定最佳回縮值,首先必須了解要使用的擠出機(jī)和打印材料。
在直接驅(qū)動(dòng)擠出機(jī)上,ABS 和 PLA 等材料的速度通常為 40 至 60 毫米/秒,回縮距離為 0.5 至 1.0 毫米。這些數(shù)字并不是固定不變的,會(huì)根據(jù)許多變量發(fā)生變化。
一些切片機(jī)程序(如 Simplify3D)帶有 "平移 "和 "擦拭 "參數(shù),是進(jìn)一步調(diào)整縮放值的強(qiáng)大工具。顧名思義,"擦拭 "是讓噴嘴貼著外壁移動(dòng),以擦掉殘留的塑料,而 "滑行 "則是在打印線的最后幾毫米處關(guān)閉擠出機(jī),以減少壓力積聚,防止出現(xiàn)大塊或斑點(diǎn)。
在 Cura 中,"回縮最小行程 "設(shè)置可防止打印頭回縮,除非打印頭移動(dòng)到一定距離。這樣可以防止長(zhǎng)絲磨斷。另一個(gè)需要考慮的設(shè)置是 "梳理模式",它可以控制打印機(jī)的移動(dòng),避免不必要的縮回。所有回縮設(shè)置都可以在 Cura 的 "移動(dòng) "下拉菜單中找到。
歸根結(jié)底,如果縮回操作正確,就能防止拉絲,讓您對(duì)打印有更多控制。
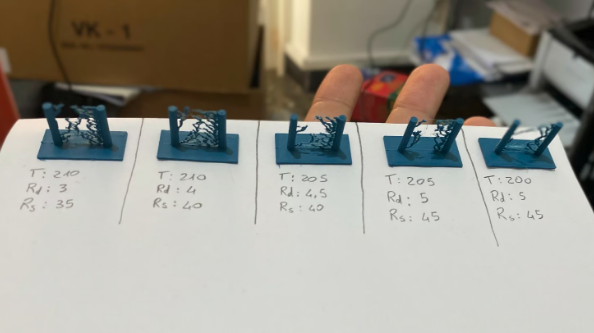
設(shè)置合適的溫度
這個(gè)模型將幫助您找到完美的溫度(來(lái)源:dede67 via Thingiverse)
隨著溫度升高,打印材料變得更加液化,并且更有可能從噴嘴滴落,即使在調(diào)整回縮設(shè)置后也是如此。較低的噴嘴溫度會(huì)降低這種可能性。不過(guò),一定要注意溫度不要設(shè)置得太低。極低的溫度可能會(huì)阻止長(zhǎng)絲熔化并造成擠出問(wèn)題。
理想的溫度取決于打印材料和其他打印設(shè)置。但是,一旦發(fā)現(xiàn)拉絲,通常建議降低溫度。您可以嘗試將噴嘴溫度降低 5 到 10 °C,但切勿將溫度降低到制造商的最低規(guī)格以下。以下是一些最流行的耗材的通常推薦噴嘴溫度:
PLA: 180-220℃
ABS: 210-250 °C(90-110 °C 打印床)
PETG: 220-250℃
TPE: 210-260 °C(20-110 °C 打印床)
PVA: 160-215 °C(60 °C 打印床)
TPU: 210-230°C(30-60°C 打印床)
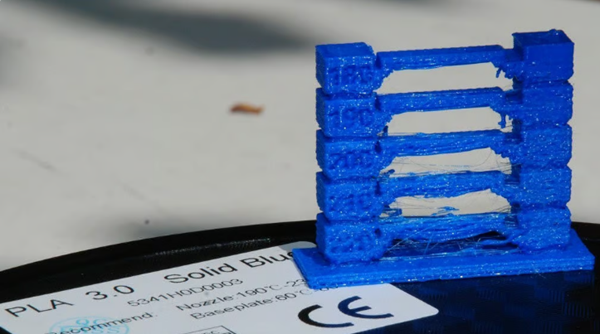
使用溫度校準(zhǔn)塔測(cè)試打印是確定每種打印材料的理想溫度的好方法。
調(diào)整打印速度
打印速度也會(huì)影響 3D 打印機(jī)拉絲。例如,如果噴嘴在兩點(diǎn)之間移動(dòng)的時(shí)間過(guò)長(zhǎng),就很可能出現(xiàn)串線現(xiàn)象,因?yàn)槿廴谒芰嫌懈嗟臅r(shí)間從噴嘴中滲出。但如果擠出機(jī)的移動(dòng)速度較快,短時(shí)間的移動(dòng)就可能足夠快,絲狀物就沒(méi)有足夠的時(shí)間滲出。
在不打印時(shí)提高噴嘴的移動(dòng)速度可以減少 3D 打印機(jī)串線,但如果溫度較低而打印速度過(guò)高,最終可能會(huì)出現(xiàn)擠出不足的情況,因?yàn)樗芰蠜](méi)有足夠的時(shí)間滴落。
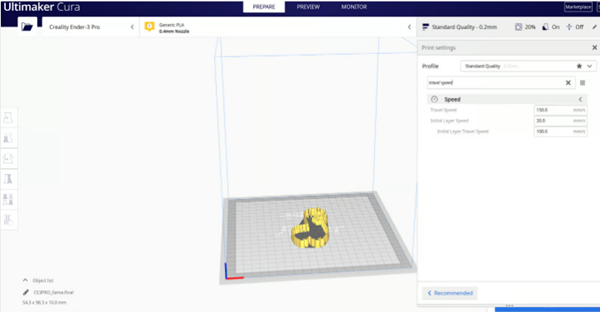
一般來(lái)說(shuō),190 至 200 毫米/秒的速度對(duì)大多數(shù)打印材料都適用。作為3D打印者,在進(jìn)行任何調(diào)整之前,您需要確認(rèn)打印機(jī)使用的速度。例如,X/Y 軸移動(dòng)速度代表了從一邊到另一邊的移動(dòng)速度,這個(gè)速度直接關(guān)系到噴嘴在空白空間移動(dòng)的時(shí)間長(zhǎng)度。
打印前徹底清潔噴嘴

您可以使用刷子清潔 3D 打印機(jī)噴嘴(來(lái)源:Airwolf 3D)
當(dāng)您長(zhǎng)時(shí)間使用打印機(jī),尤其是使用 PETG 等單一類型的材料時(shí),長(zhǎng)絲會(huì)在噴嘴內(nèi)外留下一層薄薄的殘留物。這層殘留物會(huì)導(dǎo)致 3D 打印機(jī)串線,因?yàn)殚L(zhǎng)絲會(huì)試圖粘在打印部件的表面。
為避免這一問(wèn)題,請(qǐng)確保在打印前徹底清潔噴嘴。首先從噴嘴外部開(kāi)始,趁熱用濕布擦拭。這樣可以清除噴嘴外部的碎屑,但您可能需要使用鋼絲刷或小刀片來(lái)清除殘留的材料。
接下來(lái),您要處理噴嘴內(nèi)部,清理堵塞輸出孔的碎屑。最簡(jiǎn)單的方法是將小針或鉆頭插入噴嘴。這樣可以打碎污垢,清理噴嘴。但是,如果這樣做不起作用,您也可以嘗試用冷拔法清除之前絲線上的殘留污垢。
如果使用上述方法清潔后仍有問(wèn)題,您可能需要更換噴嘴。只需確保加熱熱端,熔化粘在里面的材料,并清除送入擠出機(jī)的長(zhǎng)絲。清除所有殘留材料后,就可以取下噴嘴。然后,在安裝新噴嘴前用小金屬鎬清潔熱端。
保持長(zhǎng)絲無(wú)濕氣

密封干燥箱可以保護(hù)您的燈絲免受潮濕(來(lái)源:mcfada via Instructables)
空氣中的水分會(huì)損壞長(zhǎng)絲并導(dǎo)致串絲。一旦存在水分,塑料受熱后就會(huì)變成蒸汽。這種蒸汽會(huì)與塑料混合,增加非打印過(guò)程中滲出的可能性。聚乳酸是主要的罪魁禍?zhǔn)祝驗(yàn)榕c ABS 和其他材料相比,它往往會(huì)吸收更多的水分。不過(guò),所有 FDM 3D 打印絲在某種程度上都具有吸濕性。
如果出現(xiàn)嚴(yán)重的串絲現(xiàn)象,就說(shuō)明你的長(zhǎng)絲受潮了需要烘干保存。
編譯整理:ALL3DP
3D模型是否是實(shí)體模型?")

3D打印材料屬性一覽表")
3D打印用模型文件?")
合作")
精華文章合集,你想知道的3D打印知識(shí)都在這里!")
保護(hù)聲明")

數(shù)據(jù)格式")
脂(SLA)")

外3D打印用金屬粉末有哪些?")




