員體系")
")























研究!模具鋼增材制造及其性能的研究進(jìn)展
魔猴君 知識(shí)堂 646天前
模具被譽(yù)為“工業(yè)之母”,其制備是現(xiàn)代制造業(yè)的核心,模具技術(shù)水平的高低已成為衡量一個(gè)國(guó)家制造業(yè)水平高低的重要標(biāo)志。中國(guó)的大型、精密、復(fù)雜、長(zhǎng)壽命的高品質(zhì)模具自給率僅為30%左右,絕大部分依賴進(jìn)口。導(dǎo)致中國(guó)高品質(zhì)模具自給率低的絕大部分原因是所需模具鋼的部分性能達(dá)不到使用要求,或者說(shuō)是部分性能遠(yuǎn)低于國(guó)外同類型產(chǎn)品,同時(shí)材料的熱處理工藝存在一些問(wèn)題。增材制造作為一種近凈成型技術(shù),能夠?qū)?fù)雜的三維立體結(jié)構(gòu)轉(zhuǎn)化成二維平面結(jié)構(gòu),然后通過(guò)材料逐層堆積方式進(jìn)行實(shí)體累加制造,這種方式在實(shí)現(xiàn)形狀控制的同時(shí)也能夠?qū)M織和成分進(jìn)行精細(xì)調(diào)控。該技術(shù)正在改變著傳統(tǒng)模具設(shè)計(jì)和材料設(shè)計(jì)的思路,但目前國(guó)內(nèi)外對(duì)于模具鋼增材制造方面的研究相對(duì)比較匱乏,這也導(dǎo)致了其工業(yè)化應(yīng)用進(jìn)程較慢。
國(guó)內(nèi)外關(guān)于本領(lǐng)域的研究主要集中于增材制造專用模具鋼粉末材料設(shè)計(jì)和其制備技術(shù),以及模具鋼增材制造過(guò)程中的控形、控性研究。模具因其服役環(huán)境復(fù)雜,常需在具有沖擊載荷、冷熱交替或者腐蝕的環(huán)境下持續(xù)工作,所以對(duì)模具鋼增材件綜合力學(xué)性能的要求比較高,除需具有較高抗拉強(qiáng)度外,還要具有一定的塑韌性,尤其是沖擊韌性。使用的粉末一般要求具有高的球形度和松裝密度、較窄的粒徑分布范圍以及極低的雜質(zhì)元素含量等特點(diǎn)。制粉過(guò)程中要嚴(yán)格控制空心粉的數(shù)量,過(guò)量的空心粉會(huì)增大增材體中氣孔或孔隙出現(xiàn)的概率,降低其致密度;雜質(zhì)元素含量超過(guò)極限值后,如過(guò)量的氧、氮會(huì)降低晶界結(jié)合強(qiáng)度、增大脆性。目前球形粉末制備方法主要有等離子旋轉(zhuǎn)電極霧化(PREP)法和氣霧化(GA)法等。
當(dāng)前增材技術(shù)在模具制造方面的應(yīng)用主要集中在具有隨形冷卻流道的高端注塑模具上,該新型模具解決了傳統(tǒng)直孔冷卻水道冷卻不均這一瓶頸問(wèn)題。目前已經(jīng)成功地將增材制造技術(shù)應(yīng)用到隨形冷卻模具加工過(guò)程的公司主要有國(guó)外的EOS和3D Systems。EOS公司采用激光選區(qū)熔化技術(shù)制造的隨形冷卻流道模具,表面溫度分布均勻,型腔表面溫度由120 ℃降至90 ℃,產(chǎn)品生產(chǎn)周期縮短了17%,且產(chǎn)品質(zhì)量得以提升,經(jīng)370 000次循環(huán)之后,總成本節(jié)約高達(dá)2萬(wàn)歐元。此外,德國(guó)SLM Solutions公司、美國(guó)Honeywell公司、英國(guó)University of Central Lancashire公司和德國(guó)Technische Universitat Dortmund公司等也對(duì)增材制造隨形冷卻流道模具進(jìn)行了大量研究。國(guó)內(nèi)模具鋼增材制造工藝技術(shù)起步較晚,武漢華科三維、大連美光速造、上海悅?cè)鹑S等公司對(duì)增材制造隨形冷卻流道模具進(jìn)行了部分應(yīng)用探索,但是增材制造成形件與傳統(tǒng)方法制造的零件在組織和成形性能等方面存在顯著差異,同時(shí)也容易出現(xiàn)微裂紋、孔隙、氧化等缺陷,嚴(yán)重影響了增材制造成形模具的質(zhì)量和工藝推廣。因此關(guān)于模具鋼的增材制造及其性能方面的研究受到了學(xué)術(shù)界和工業(yè)界的廣泛關(guān)注。本文將從以下2個(gè)方面進(jìn)行簡(jiǎn)要的論述:(1)模具鋼粉末制備方法;(2)典型模具鋼的增材制造及其力學(xué)性能。
1、模具鋼粉末制備方法
目前模具鋼用的球形粉末制備方法主要有等離子旋轉(zhuǎn)電極霧化(PREP)法和氣霧化(GA)法等。不同制粉方法的效率、粉末的品質(zhì)存在一定的差異,下面將進(jìn)行簡(jiǎn)要的論述。
1.1 等離子旋轉(zhuǎn)電極霧化法
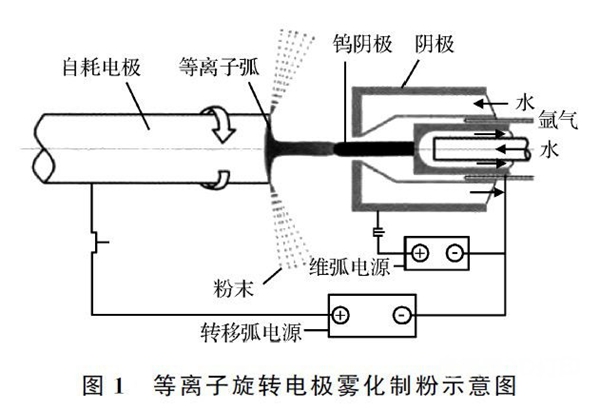
等離子旋轉(zhuǎn)電極霧化(PREP)法是將金屬或合金制成的金屬棒料放在轉(zhuǎn)動(dòng)裝置中充當(dāng)自耗電極,再將電極放在惰性保護(hù)氣下使其高速旋轉(zhuǎn),同時(shí)由同軸等離子體電弧將其加熱熔化,形成的液膜受離心力作用分散飛離電極棒端面,當(dāng)液膜與霧化中的惰性保護(hù)氣體摩擦后,在切應(yīng)力的作用下進(jìn)一步粉碎,最終在表面張力作用下快速冷卻凝固形成球形粉末的一種技術(shù),其制粉示意圖如圖1所示。
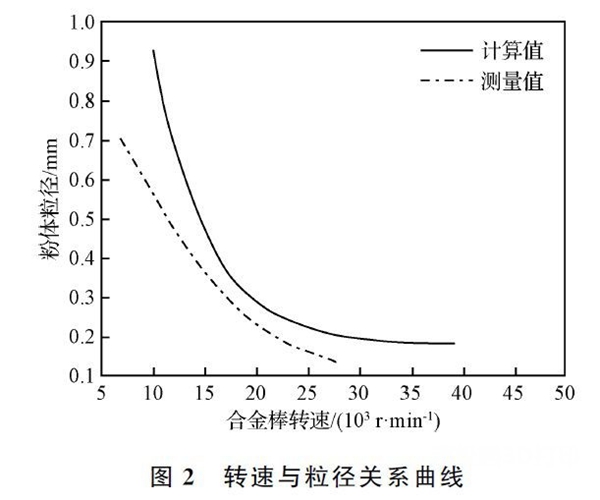
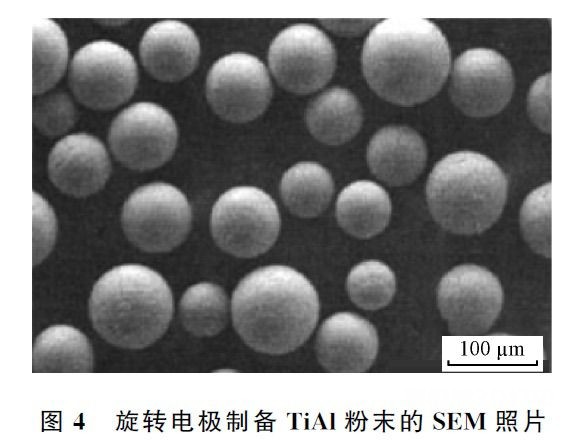
電極轉(zhuǎn)速、電弧功率、保護(hù)氣體種類和材料的物性都會(huì)直接影響PREP所制備粉末的純凈度和球形度,其中電極轉(zhuǎn)速的影響最為關(guān)鍵。劉軍等通過(guò)調(diào)節(jié)電極轉(zhuǎn)速,獲得了不同粒度的TC4粉末,隨著轉(zhuǎn)速增大,粉末粒徑減小,如圖2所示。此外,隨著粒徑增大,粉末中氧元素質(zhì)量分?jǐn)?shù)逐漸降低,而氮元素質(zhì)量分?jǐn)?shù)均低于0.005 5%,并無(wú)明顯變化;且在轉(zhuǎn)速達(dá)到25 000 r/min時(shí),發(fā)現(xiàn)多數(shù)粉末為規(guī)則的球形,且球形率達(dá)到95%,如圖3所示。楊鑫等通過(guò)PREP制備Ti-47Al-2Cr-2Nb球形粉末,當(dāng)電極棒直徑為70 mm、轉(zhuǎn)速為18 000 r/min時(shí),球形率較高,達(dá)到99.6%,粉末中氧質(zhì)量分?jǐn)?shù)隨著粒徑的變小急劇增大,但未超過(guò)0.1%。氮元素質(zhì)量分?jǐn)?shù)幾乎無(wú)變化,約為0.004%。圖4所示為楊鑫等采用PREP方法制備所得粉末的掃描電鏡照片,從圖4中可以看出粉末均為球形且無(wú)衛(wèi)星粉。

PREP所得粉末球形度較好、粒徑分布范圍較窄、氧含量低、表面潔凈、顆粒大小容易控制,是金屬增材制造用粉末制備的理想方法,但PREP的加工效率低,設(shè)備運(yùn)行成本高,導(dǎo)致生產(chǎn)成本居高不下,這也是該方法工業(yè)化應(yīng)用程度較低的主要原因。該方法對(duì)于不同材料的適用性較好,所以可以用其加工制備一些有色金屬、難熔金屬等市場(chǎng)需求量比較小的粉末,也適合于科研院所進(jìn)行小批量粉末的生產(chǎn)和加工制造。
1.2 氣霧化法
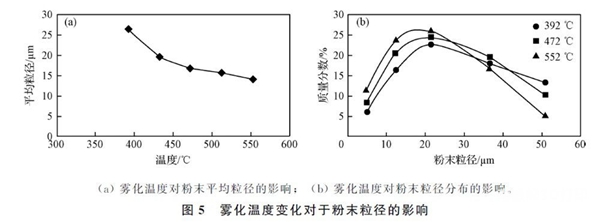
氣霧化法是借助高速氣流直接破碎金屬和合金液流形成金屬熔體的方法,其本質(zhì)是經(jīng)過(guò)霧化噴嘴噴出高速、高壓介質(zhì)流將熔體破碎成細(xì)小液滴,緊接著冷卻成粉末的過(guò)程,因?yàn)槌S玫慕橘|(zhì)為氣體,所以又被稱為氣霧化。粉末顆粒的形狀主要由熔融金屬表面張力、冷卻能力、密度、流量和霧化介質(zhì)的活性決定。一般來(lái)說(shuō),氣體霧化的冷卻速度較慢,所制備的粉末通常是球形或類球形,而與之對(duì)應(yīng)的水霧化由于具有相對(duì)較高的冷卻速度,粉末往往呈多角形或不規(guī)則形。氣霧化制粉技術(shù)早期研究采用的大多是“自由下落式噴嘴”,但這種霧化效率低,僅可用于制備50~300 μm的粉末。因氣霧化制作工藝復(fù)雜,影響因素眾多,李鑫等通過(guò)試驗(yàn)得出隨著霧化溫度的改變,粉末的平均粒徑與質(zhì)量分?jǐn)?shù)的變化曲線,如圖5所示,即當(dāng)霧化溫度升高時(shí),所得粉末平均粒度降低,但當(dāng)溫度升高到一定程度時(shí),粉末的粒徑變化很小。王琪等的試驗(yàn)結(jié)果表明隨著霧化壓力的增大,鈦合金平均粒徑也逐漸降低,同時(shí)還發(fā)現(xiàn)在不同的霧化介質(zhì)中,氮?dú)夂蜌鍤獾男Ч嗖畈淮螅獾男Ч^好,但后兩者的價(jià)格較高,所以選擇氮?dú)飧鼮榻?jīng)濟(jì)。
綜上所述,對(duì)比PREP和GA方法,影響PREP制粉質(zhì)量的因素?cái)?shù)量要少于GA,說(shuō)明PREP對(duì)于不同材料的適用性更強(qiáng),所得粉末質(zhì)量可控性也更高一些,但是其生產(chǎn)效率較低、生產(chǎn)成本較高,所以GA方法更適合于工業(yè)化大批量生產(chǎn),而PREP更適合于滿足稀有金屬、有色金屬和部分難熔金屬的個(gè)性化生產(chǎn)需要。
2、典型模具鋼的增材制造及性能
模具鋼的種類繁多,而且不同類型模具所對(duì)應(yīng)的模具鋼性能要求也相差較大。常見(jiàn)的模具鋼類型有馬氏體不銹鋼、高合金低碳鋼、優(yōu)質(zhì)碳素鋼等。本文以目前增材制造領(lǐng)域研究和使用最多的2種典型鋼種H13和18Ni300為例,對(duì)模具鋼增材制造的工藝、微觀組織、力學(xué)性能進(jìn)行簡(jiǎn)要論述。
2.1 H13 鋼的增材制造及其性能
H13鋼是一種熱作模具鋼,其相對(duì)應(yīng)的國(guó)標(biāo)GB/T1299—2014中的牌號(hào)為4Cr5MoSiV1。H13鋼母材在中溫(約600 ℃)下的綜合性能好,淬透性高,熱處理變形率較低,使用壽命高,其具體成分見(jiàn)表1。H13鋼常被用于模鍛錘鍛模、鋁合金壓鑄模、熱擠壓模具、高速精鍛模具及鍛造壓力機(jī)模具等。H13鋼增材制造常用的方法有激光選區(qū)熔化(SLM)、激光能量沉積(DED)和電弧增材等。這些方法由于成型熱源的不同,導(dǎo)致其增材工藝、微觀組織和力學(xué)性能存在一定的差異。

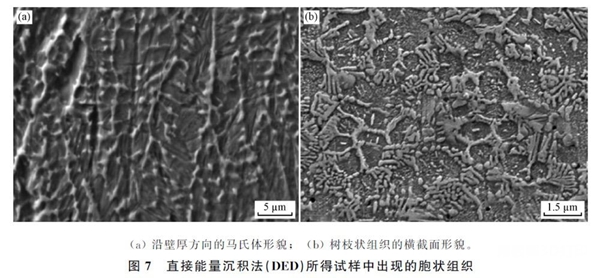
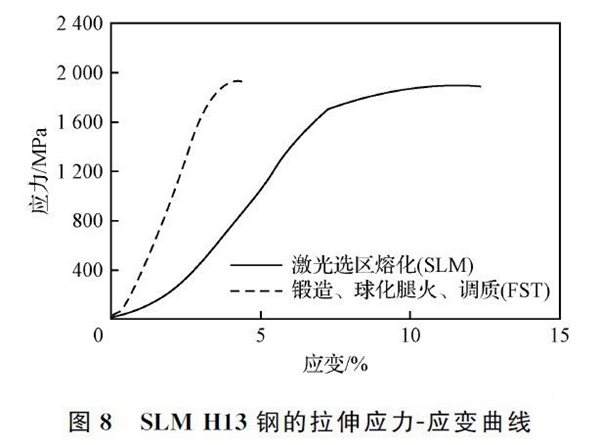
H13鋼增材件的微觀組織中能夠明顯觀察到胞狀和樹(shù)枝狀的組織,并且在枝晶之間還分布有殘余奧氏體組織。不同增材方法所得的枝晶和胞狀晶形貌也略有差別,這主要是由不同的熱輸入(按照線能量密度進(jìn)行比較)導(dǎo)致的。對(duì)于SLM來(lái)說(shuō),其熱輸入較小,胞狀組織的直徑一般為0.5~2 μm,如圖6所示。而熱輸入較大的DED增材(其熱輸入是SLM的5~8倍)中胞狀組織直徑一般為2~30 μm,如圖7所示,同時(shí)DED增材件中的二次枝晶要明顯比SLM的粗大。學(xué)者研究還發(fā)現(xiàn),在枝晶間即殘余奧氏體位置多的區(qū)域Cr、Mo、V元素的含量明顯較高。胞狀組織是凝固過(guò)程中微觀偏析的結(jié)果。熱輸入更大的電弧增材體(其熱輸入為DED的3~6倍)中則能夠觀察到塊狀的鐵素體組織。在H13鋼中富集的碳能夠起到穩(wěn)定奧氏體的作用,但H13鋼增材體中奧氏體的形成目前還沒(méi)有一個(gè)明確的解釋。Holzweissig M J等認(rèn)為奧氏體的形成是由于增材過(guò)程中自回火引起的碳擴(kuò)散。Krell J等還發(fā)現(xiàn)了枝晶之間的δ鐵素體和γ相。SLM增材件的晶體織構(gòu)可能非常弱,強(qiáng)度與冷加工態(tài)相當(dāng),塑性是冷加工態(tài)的3倍,如圖8所示,但是沖擊吸收功只有14.4 J。

一般軋制態(tài)H13鋼板的平均硬度值約為540HV,退火態(tài)的平均硬度值為250HV。采用SLM制備的H13鋼增材體平均硬度值可達(dá)680HV;而DED增材件的硬度稍有降低,其平均值為600HV;電弧增材件的平均硬度為470HV。隨著熱輸入的增大,增材體的平均硬度值降低,其中SLM和DED增材體的平均硬度值高于軋制態(tài)H13鋼,電弧增材件的硬度值低于軋制態(tài)H13鋼,但都高于退火態(tài)母材。
在1 038 ℃下固溶、482 ℃下時(shí)效后所得H13鋼母材的抗拉強(qiáng)度平均值為1 900 MPa,屈服強(qiáng)度平均值為1 500 MPa。XUE L等采用DED所得的H13鋼增材體的抗拉強(qiáng)度平均值為2 000 MPa,屈服強(qiáng)度平均值為1 200 MPa。Mertens R等的試驗(yàn)結(jié)果表明,SLM增材制造所得H13鋼的屈服強(qiáng)度為1 236 MPa,抗拉強(qiáng)度為1 712 MPa,同時(shí)發(fā)現(xiàn)對(duì)粉床進(jìn)行預(yù)熱能夠降低屈服強(qiáng)度并提高抗拉強(qiáng)度,但強(qiáng)度值均低于所對(duì)應(yīng)母材。王庭庭采用電弧增材方法所得H13 鋼薄壁件的最大抗拉強(qiáng)度為1 187 MPa,屈服強(qiáng)度為800 MPa。以上結(jié)果表明,H13鋼增材體的抗拉強(qiáng)度和屈服強(qiáng)度都要低于固溶時(shí)效處理后的母材,所以增材體的后續(xù)熱處理就顯得尤為關(guān)鍵。H13鋼增材體的熱處理方法同母材一致,都是固溶時(shí)效,部分增材體也可以只進(jìn)行時(shí)效處理。熱處理后增材體的抗拉強(qiáng)度和屈服強(qiáng)度都有明顯的提高,但還略低于母材。對(duì)增材件進(jìn)行退火或時(shí)效處理后,增材件的強(qiáng)度可以與軋制態(tài)母材相當(dāng),但是伸長(zhǎng)率還是會(huì)明顯降低,這主要是由其內(nèi)部的孔洞等缺陷造成的,如圖9所示。

2.2 18Ni300鋼的增材制造及其性能
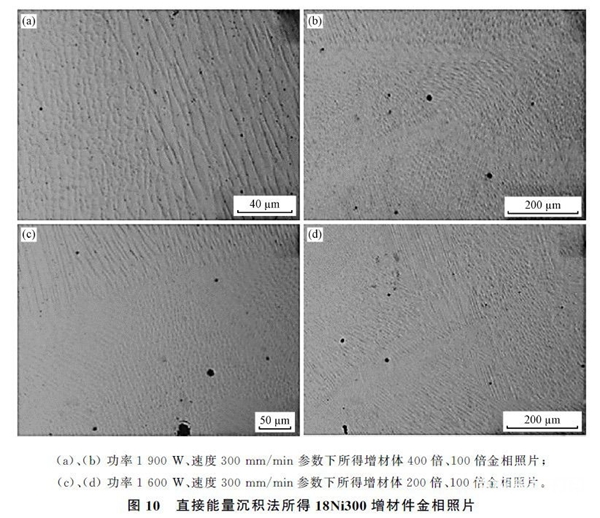
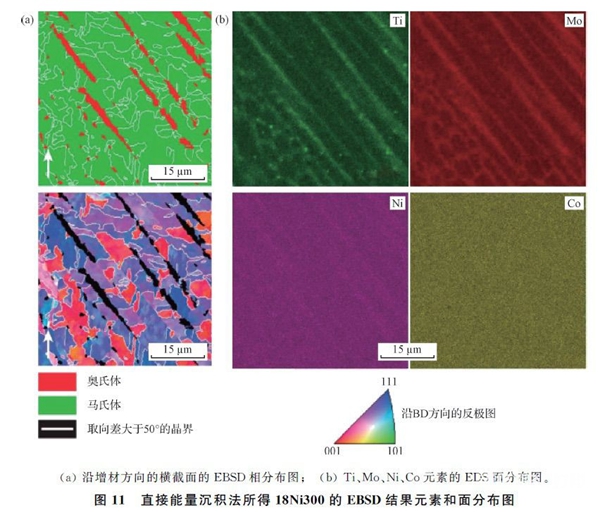
18Ni300是一種低碳馬氏體時(shí)效鋼,具有強(qiáng)度高、韌性好及耐磨性高的優(yōu)點(diǎn),常被用于制作塑料模具。由于其優(yōu)異的焊接性,18Ni300常被用來(lái)進(jìn)行增材制造。18Ni300增材體的組織與傳統(tǒng)鑄造或軋制方法所得母材的組織差異比較大。增材體的組織中同樣能夠明顯觀察到胞狀組織和枝晶組織。Campanelli S L等采用激光能量直接沉積法所得胞狀晶組織的尺寸在幾十微米左右,如圖10所示,其原奧氏體晶粒的尺寸可以達(dá)到1 mm左右,在如此粗大組織中發(fā)生馬氏體轉(zhuǎn)變,導(dǎo)致其組織形態(tài)與通常條件產(chǎn)生的馬氏體組織形貌和性能上存在明顯的差異。而Jagle E A等采用SLM方法所得增材件胞狀晶組織的尺寸在幾微米左右。18Ni300的增材組織中能夠明顯觀察到殘余奧氏體(該奧氏體的產(chǎn)生可能與過(guò)快的冷速、元素偏析或者殘余應(yīng)力有關(guān)),其是凝固過(guò)程中合金元素在枝晶間(胞間)區(qū)域通過(guò)微偏析富集的結(jié)果(圖11)。鎳的富集可以使奧氏體穩(wěn)定到室溫,因此,增材制造所制備的馬氏體時(shí)效鋼中含有大量奧氏體(6%~11%) 。
通過(guò)優(yōu)化增材工藝參數(shù)和熱處理參數(shù),可以使18Ni300增材體的屈服強(qiáng)度和抗拉強(qiáng)度達(dá)到固溶時(shí)效態(tài)母材的強(qiáng)度。SONG J等采用SLM方法制備的18Ni300增材體的抗拉強(qiáng)度為1 000 MPa,屈服強(qiáng)度為850 MPa,隨后在840 ℃固溶2 h、在480 ℃時(shí)效6 h后,接頭抗拉強(qiáng)度提高至1 600 MPa,屈服強(qiáng)度提高至1 800 MPa。Félix-Martínez C等采用DED方法所制備的18Ni300增材體抗拉強(qiáng)度為900 MPa,屈服強(qiáng)度為800 MPa,略低于上述SONG J等采用SLM方法所制備的增材。增材體隨后的熱處理主要為固溶時(shí)效或者只進(jìn)行時(shí)效處理,熱處理后增材體的屈服強(qiáng)度和抗拉強(qiáng)度明顯增大。目前采用電弧增材制造方法制備18Ni300的研究相對(duì)比較少。
結(jié)論
(1)目前模具鋼增材制造比較常用的方法是激光選區(qū)熔化、直接能量沉積和電弧增材,其中激光選區(qū)熔化方法應(yīng)用案例最多,研究的學(xué)者相對(duì)也較多。
(2)增材制造技術(shù)已逐步成為模具制造方法的有力補(bǔ)充,為復(fù)雜模具的制造奠定了技術(shù)基礎(chǔ)。但增材體的最大抗拉強(qiáng)度和屈服強(qiáng)度相對(duì)于軋制或者固溶時(shí)效后母材的還是偏低,尤其是屈服強(qiáng)度;同時(shí)其抗沖擊和疲勞性能與傳統(tǒng)方法所制造的模具相比還存在較大的差距。
(3)后續(xù)的研究應(yīng)該多關(guān)注如何提高模具鋼的抗沖擊和疲勞性能方面,同時(shí)還應(yīng)優(yōu)化熱處理制度,現(xiàn)有的方法更多地傾向于固溶時(shí)效,而對(duì)于近凈成形的增材制造來(lái)說(shuō),如何選擇合適的熱處理制度、在提高強(qiáng)韌性的同時(shí)降低對(duì)增材件尺寸精度的影響顯得非常重要。
來(lái)源:《中國(guó)冶金》2022年第3期
作者:張亮亮1,周陽(yáng)1,劉世鋒1,楊鑫2,王巖1 (1. 西安建筑科技大學(xué)冶金工程學(xué)院, 陜西 西安 710055;2. 西安理工大學(xué)材料科學(xué)與工程學(xué)院, 陜西 西安 710055)
PDF原文免費(fèi)下載
http://www.zgyj.ac.cn/CN/Y2022/V32/I3/1
3D模型是否是實(shí)體模型?")

3D打印材料屬性一覽表")
3D打印用模型文件?")
合作")
精華文章合集,你想知道的3D打印知識(shí)都在這里!")
保護(hù)聲明")

數(shù)據(jù)格式")
脂(SLA)")

外3D打印用金屬粉末有哪些?")




