
























魔猴網數字化制造簡明手冊(四):探索3D打印
魔猴君 知識堂 695天前
在這一章魔猴網將和大家一起:
? 初識3D打印
? 理解不同工藝
? 設計考量
? 后處理
3D打印是一個概括性術語,是所有增材制造工藝的通稱,在絕大多數情況下增材制造和3D打印是同義詞,可以互換使用。您如果沒有接觸過3d打印,可能會將這個術語與某種類似于噴墨打印機的設備聯系起來,但了解更多后,您會驚訝于3D打印所包含的形式和功能。 本章簡要介紹了 3D 打印,列舉其中幾種重要工藝,討論了一些為3D打印而設計時需要注意的事項,并簡述了可能涉及的后續工藝。
一、了解3D打印
如前所述,3D打印包含了一組不同的增材制造工藝,用來滿足不同的設計和功能需求。 盡管這些工藝差異很大,但在了解每個工藝的細節之前,我們先來了解它們的共同特征。
1、工藝流程
3D打印通過堆疊非常薄的材料層來構建零件。 有幾種方法可以將材料層連接成固體物體,包括擠壓、噴射、燒結、熔合或固化。 無論工藝中使用那種特定方法,每一層材料都是單獨鋪設的,然后將材料粘合到下面的層以形成零件。
2、設備
談到數字化制造,高質量的工業3D打印設備真的很重要。 雖然一個簡單的桌面 3D 打印機可能足以讓一個心靈手巧的工匠在一個周末的時間打造出一個粗糙的玩具或其他基本原型,但為商業項目而生產的高級原型或零件所需的設備要復雜得多、功能強大得多且昂貴得多。
用于增材制造的設備因使用的工藝而異,但基本上它需要能夠以極高的精度放置材料到指定位置。 根據工藝的不同,可能還需要將材料熔合或粘合到指定位置(某些工藝使用可以自動粘合到現有材料層的材料,如立刻光刻)。
除了使用可靠的增材設備和材料外,制造高質量原型還依賴于強大具有復雜處理能力的計算機工作站來構建精密零件模型。 一家好的數字制造公司通常會兼具這三個條件:可靠的設備,高質量的材料,強大的計算機。
3、使用場景
由于3D打印通過疊加成千上萬個薄層材料這種獨特的方式來制造零件,使得3D打印獲得了可以創建高度復雜的幾何形狀的能力,這些復雜的形狀結構很可能時無法通過其他傳統方式加工成型,這讓3D打印在制造復雜形狀或者結構時具有優勢。此外,增材制造對于快速創建原型特別有吸引力,而且在某些情況下,它也適用于少量生產終端零件。同注塑成型或者CNC加工不同,3D打印可以簡單直接無需額外的設計規劃就可以開發零件,從而可以快速探索您的設計選項,降低了在傳統的制造過程中可能遇到的一些門檻。
4、了解主要3D打印工藝
在本節中,我們將介紹各種主流的 3D 打印工藝,以幫助您更好地理解某個工藝是否可以滿足您在原型制作和零件生產的不同階段的需求。
粘結劑噴射(Binder Jetting)
粘合劑噴射是最簡單和最基本的增材成型工藝之一。 噴墨打印頭在粉末床上移動,選擇性地噴射液體粘合材料(膠水)。 在打印完一層后再放置一層新的一層未膠合的粉末,重復該過程,直到形成完整的零件。 打印完成后,將未膠合的粉末去除,留下成品。
粘結劑噴射工藝具有下列優點:
? 生產速度快
? 成本較低
? 易于生產各種顏色
? 易于復制復雜的幾何形狀
相應地粘結劑噴射具有下列缺點:
? 粗糙的表面
? 零件強度低
? 不適合功能測試
立體光刻
立體光刻 (SLA) 使用計算機控制的紫外激光來固化光敏樹脂池中的零部件。 當激光掃描完成一層固化后,零件會下降一層到液態樹脂池中,從而覆蓋新的一層樹脂,開始下一層固化,直到全部零件完成。 成品零件的質量很大程度上取決于 SLA 工藝中使用的設備的質量,工藝原理如圖 4-1 所示。

立體光刻的主要優點有:
? 價格適中,性價比高
? 易于復制復雜的幾何形狀
? 完成表面好,是增材工藝中最佳表面光潔度之一
SLA工藝還具有某些缺點,包括:
? 零件強度低
? 固化樹脂隨時間變脆
? 零件在功能測試中的用途有限。
塑料熔融沉積(FDM)
塑料熔融沉積 (FDM) 將熱塑性樹脂(通常為ABS、PC或 PLA)分層熔化并重新固化,形成成品原型。 因為它使用真正的熱塑性樹脂,所以零件比別的某些工藝生產的零件更堅固,并且FDM的有些材料甚至可能在功能測試中使用。
FDM 工藝的一些優點包括:
? 價格適中
? 中等強度
? 與真實塑料的物理特性部分匹配或接近
? 易于復制復雜的幾何形狀
FDM 工藝也有一些缺點:
? 零件上的波紋表面很明顯
? 零件成品可能是多孔的
? 對功能測試的適用性有限
? 生產緩慢; 生產大型零件可能需要幾天時間
? z 軸強度較差
多聚合物噴射(Polyjet)
多聚合物噴射(Polyjet) 使用打印頭噴射光敏樹脂層,這些樹脂層使用紫外線快速逐層固化。 Polyjet工藝的層厚非常薄,可以制造很細微的細節。 該工藝一般使用凝膠基質做支撐,這種凝膠基質在部件完成后被可以被移除。
Polyjet工藝的一些優點包括良好的表面光潔度和易于復制復雜幾何形狀。 但缺點包括樹脂選擇有限、強度差和材料昂貴等。
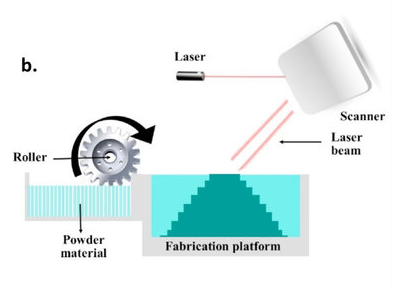
選擇性激光燒結(SLS)
選擇性激光燒結 (SLS) 采用計算機控制的 CO2(二氧化碳)激光器從下到上熔合尼龍等粉末狀塑料材料層。 強度優于SLA,但低于注塑或CNC加工等工藝生產的強度。 SLS 在某些情況下可以作為終端零件生產工具使用。
SLS 具有幾個優點:
? 價格適中
? 提供非常好的準確性
? 比其他一些工藝更耐用,例如 SLA
? 適用于一些功能測試
? 易于復制復雜的幾何形狀
SLS 的缺點包括材料選擇有限,并且表面光潔度通常較粗糙。
數字光處理(DLP)
基于數字光處理 (DLP) 的增材制造將3D模型切片分層一層層圖像,再由德州儀器 (Texas Instruments) 的 DLP 芯片將這些層一個接一個地投射到光敏樹脂池的液面。 投射的光使位于可移動成型板上的一層液態光敏樹脂硬化。 隨著新圖像投射到液面上,成型板會以小幅度向下移動,從而硬化每個后續層直到最后一層。 該工藝可用于生產數量有限的小型,需要有高細節零件(比方首飾),但不太適合較大的零件,尤其是那些需要光滑飾面的零件。
DLP 的優點包括:
? 相對較快的成型過程。
? 零件價格具有競爭力。
? 高分辨率是可能的。
? 可以產生非常復雜的形狀。
DLP 的一些缺點是:
? 樹脂選擇有限
? 可能不適合功能測試
? 可能會有粗糙的表面
直接金屬激光熔融(DMLS或SLM)
金屬激光燒結 (SLM) 是制造金屬零件的主要增材制造工藝。 它類似于SLS塑料的選擇性激光燒結,但使用的是金屬,包括鋁合金、不銹鋼、鈦、鈷鉻合金和鉻鎳鐵合金。 SLM工藝生產的金屬零件具有良好的精度和細節以及出色的機械性能。 SLM可用于生產非常小的零件和特征,并且由于它是一種增材工藝,它可以生產機加工無法加工的結構形狀,例如部分封閉的空間結構。
SLM生產的零件幾乎總是需要二次加工,包括鉆孔、開槽、銑削和鉸孔,以及精加工后處理,包括陽極氧化、電拋光、手工拋光、噴塑或噴漆。
SLM具有一些重要的優勢:
? 幾乎可以使用常見的金屬合金
? 機械性能與傳統成型零件基本相同
? 可以生產無法機加工或鑄造的幾何形狀結構
SLM 也有一些缺點:
? 生產相對緩慢。
? 零件可能很昂貴。
? 制造優質零件需要相當多的專業知識。
? 零件通常需要昂貴的后處理。
二、3D打印設計考量
一些重要的設計考慮會影響您的零件的制造方式。 例如,所使用的工藝類型對可以獲得的最小細節有直接影響,如果選擇錯的工藝會導致設計意圖無法體現。
在某些情況下,可能需要修改您的設計以包含內部支撐。 對支撐的需求取決于零件的物理設計和材料成分等因素。 如果您選擇的工藝需要,您的數字制造合作伙伴應該能夠提供有關支持的建議。
您可能還會遇到與所選材料和零件物理體積等相關的成本考慮。 根據所使用的工藝,合適的塑料材料包括:
? ABS
? 尼龍
? 聚碳酸酯
? 聚醚醚酮 (PEEK)
? 聚醚酰亞胺 (PEI)
? 聚丙烯
合適的金屬包括:
? 鋁
? 鈷鉻
? 鉻鎳鐵合金
? 不銹鋼
? 鈦
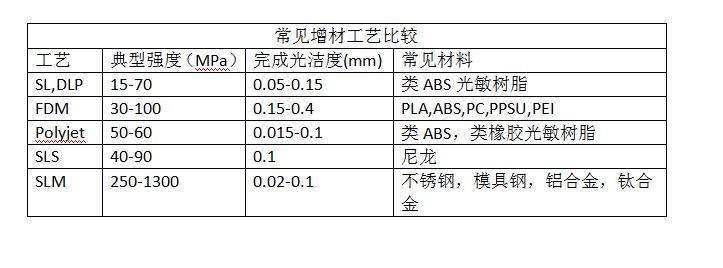
第 3 章更詳細地討論了材料,但上表格簡要回顧了適用于某些工藝的材料。
在選擇合適的工藝和材料時,您需要考慮零件強度和光潔度等因素。
三、3D打印后處理
是否需要后處理主要取決于零件的預期用途和所選擇的工藝。 例如,一個只是概念模型的零件,只需要給出成品尺寸和形狀的概念,就不需要進一步后處理。 反之yan'ge,在頻譜的另一端可能是由 SLM制造的用于終端用途的金屬部件,比方說用于飛機或者火箭上天。 在這種情況下,零件可能需要眾多嚴格的后處理,例如陽極氧化來保護它,熱處理來加強它,超聲探傷來做質量檢測。










")






