員體系")
")























解決3D打印金屬晶格支柱缺陷問題,準(zhǔn)確率超過 94%
魔猴君 行業(yè)資訊 755天前
點(diǎn)陣結(jié)構(gòu)比強(qiáng)度和比剛度高,在低密度結(jié)構(gòu)中有較大的力學(xué)性能優(yōu)勢(shì)。與傳統(tǒng)的固體材料相比,金屬點(diǎn)陣材料的密度大大降低,具有相同性能的點(diǎn)陣結(jié)構(gòu)可以減重達(dá)70%以上。與金屬泡沫材料相比,金屬點(diǎn)陣結(jié)構(gòu)性能上可控制,強(qiáng)度和模量比金屬泡沫材料高出一個(gè)量級(jí),承載效率更高。
為了解決 3D 打印金屬晶格結(jié)構(gòu)中缺少支柱和支柱缺陷的問題,美國(guó)LLNL勞倫斯利弗莫爾國(guó)家實(shí)驗(yàn)室團(tuán)隊(duì)研究了在3D打印過程中監(jiān)控構(gòu)建質(zhì)量的能力,可以即時(shí)判斷零部件的構(gòu)建質(zhì)量是否滿足要求。
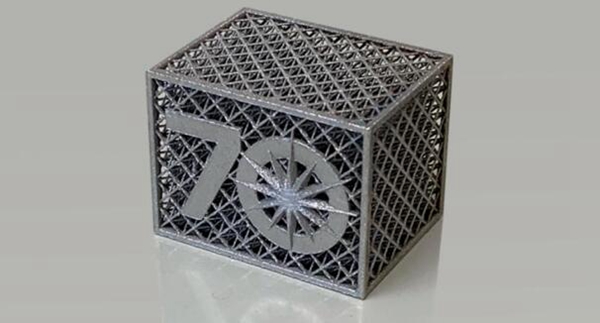
3D打印點(diǎn)陣晶格結(jié)構(gòu)© LLNL
解決支柱缺陷
據(jù)了解,勞倫斯利弗莫爾國(guó)家實(shí)驗(yàn)室 (LLNL) 的工程師和科學(xué)家開發(fā)了金屬 3D 打印部件的實(shí)時(shí)缺陷檢測(cè)方法,通過結(jié)合監(jiān)測(cè)、成像技術(shù)和多物理場(chǎng)模擬,可以在3D打印過程中檢測(cè)和預(yù)測(cè) 3D 打印金屬點(diǎn)陣晶格結(jié)構(gòu)中的支柱缺陷。
金屬點(diǎn)陣晶格的高強(qiáng)度和低密度特性已在許多領(lǐng)域得到應(yīng)用。在激光粉末床熔融 (LBPF) 3D 打印過程中,可能會(huì)出現(xiàn)支柱缺失和缺陷,從而影響打印點(diǎn)陣晶格的機(jī)械性能。

點(diǎn)陣晶格點(diǎn)陣晶格結(jié)構(gòu)制造技術(shù)
點(diǎn)陣結(jié)構(gòu)填充輕量化設(shè)計(jì)所需要實(shí)現(xiàn)的零件復(fù)雜性已經(jīng)超過了傳統(tǒng)的CAD軟件的原有功能。當(dāng)通過點(diǎn)陣技術(shù)減輕零件重量時(shí),從DfAM(增材思維)角度看,在點(diǎn)陣晶格之間以及和外蒙皮之間建立牢固的連接非常重要(以防止分層)。
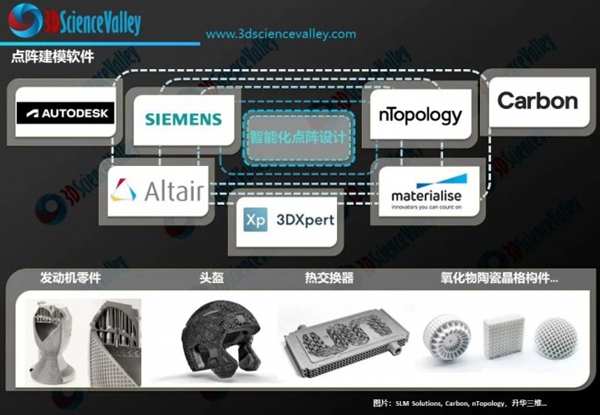
點(diǎn)陣建模點(diǎn)陣晶格結(jié)構(gòu)建模軟件
為確保金屬點(diǎn)陣晶格的3D打印質(zhì)量,通常會(huì)進(jìn)行構(gòu)建后檢查,這需要時(shí)間,而且并非總是可行,尤其是對(duì)于復(fù)雜的構(gòu)建。為了解決這個(gè)問題,LLNL 團(tuán)隊(duì)研究了現(xiàn)場(chǎng)監(jiān)控構(gòu)建質(zhì)量的能力,以即時(shí)決定零件是否滿足質(zhì)量要求。
正如最近發(fā)表在《增材制造快報(bào)》上的一篇論文所述,LLNL 研究人員使用光電二極管、高溫計(jì)(兩者都測(cè)量從熔池發(fā)出的光)和熱成像來監(jiān)測(cè)金屬微晶格結(jié)構(gòu)的打印過程。該團(tuán)隊(duì)通過 LBPF 工藝3D打印了正常的支柱和故意有缺陷的“半支柱”,測(cè)量了熔池的熱排放。然后,研究人員開發(fā)了一種方法,利用這些熱輻射來高精度地預(yù)測(cè)缺陷。
目前,LLNL國(guó)家實(shí)驗(yàn)室能夠檢測(cè)跨越多個(gè)層的缺陷,在未來,將開發(fā)新的方法來識(shí)別3D打印層內(nèi)的缺陷,將允許進(jìn)行動(dòng)態(tài)反應(yīng)并可能抑制缺陷發(fā)生。
通過高速熱成像和光學(xué)成像以及使用 ALE3D 多物理場(chǎng)代碼的模擬驗(yàn)證觀察到的熱輻射背后的機(jī)制,研究人員可以預(yù)測(cè)3D打印的點(diǎn)陣晶格支柱是否存在,準(zhǔn)確率超過 94%,該方法為零件質(zhì)量提供了“寶貴的見解”,并反映了熔池?zé)崤欧疟O(jiān)測(cè)在識(shí)別 LPBF 零件缺陷方面的潛力。
3D打印過程控制的“大腦”
根據(jù)3D科學(xué)谷《人工智能減少缺陷-3D打印過程控制 l 人工智能賦能3D打印》一文,人工智能在每個(gè)特定領(lǐng)域發(fā)揮著越來越重要的作用,包括:缺陷檢測(cè)和糾正、在構(gòu)建過程中和構(gòu)建之后減少殘余應(yīng)力和故障、原位計(jì)量和設(shè)計(jì)精度、微結(jié)構(gòu)設(shè)計(jì)、合金設(shè)計(jì)和優(yōu)化。
根據(jù)中國(guó)工程院院刊《基于神經(jīng)網(wǎng)絡(luò)的機(jī)器學(xué)習(xí)方法在3D打印中的應(yīng)用》,傳感器硬件需要由功能強(qiáng)大的操作軟件所控制。控制軟件的基本模式包括監(jiān)視、記錄、分析和存儲(chǔ)數(shù)據(jù)。在一般情況下,例如在激光粉末床熔融 (LBPF) 3D 打印過程期間,一旦硬件將捕獲的熔池圖像傳遞給軟件,它就可以計(jì)算溫度曲線并提取熱量和尺寸度量以進(jìn)行下一步的分析。其他令人關(guān)注的功能也可以添加到傳感軟件中,例如為軟件配備檢測(cè)孔洞、未熔合或孔隙等的算法(特別是機(jī)器學(xué)習(xí)算法)。
預(yù)測(cè)和減少3D打印缺陷,人工智能正在成為3D打印過程控制的“大腦”,這方面,國(guó)內(nèi)的研究也獲得了一定的進(jìn)展,例如上海交通大學(xué)材料科學(xué)與工程學(xué)院的研究人員基于實(shí)驗(yàn)觀測(cè)到的LPBF中匙孔分裂熔池的現(xiàn)象,建立了熱-力-流耦合模型,揭示了一種新的匙孔氣孔形成機(jī)制(穿透氣孔,簡(jiǎn)寫KP-pore),同時(shí)探討了粉末對(duì)匙孔、熔池和氣孔形成特性的影響,并且基于高通量模擬建立了輸入能量密度與孔隙數(shù)的關(guān)系圖,為減少或消除LPBF過程中的孔隙提供了策略。
來源:3D科學(xué)谷
3D模型是否是實(shí)體模型?")

3D打印材料屬性一覽表")
3D打印用模型文件?")
合作")
精華文章合集,你想知道的3D打印知識(shí)都在這里!")
保護(hù)聲明")

據(jù)格式")
")

外3D打印用金屬粉末有哪些?")




