
")























3D打印設(shè)計(jì)指南:選擇性激光燒結(jié)技術(shù) (SLS) 應(yīng)用和設(shè)計(jì)技巧
魔猴君 知識堂 875天前
選擇性激光燒結(jié) (SLS) 3D打印技術(shù)可實(shí)現(xiàn)卓越的品質(zhì)和 生產(chǎn)力,同時為注塑成型無法實(shí)現(xiàn)的高性能設(shè)計(jì)打開了大 門。SLS 增材制造還省去了注塑成型模具的漫長交付時間 和前期投資。如果從三個方面衡量成品部件:質(zhì)量、上市時 間和每立方英寸的成本,在許多情況下,工業(yè) SLS 都能提供更好的總價值主張。
本指南包含在設(shè)計(jì)為采用 SLS 技術(shù)構(gòu)建時如何確保成功構(gòu)建更優(yōu)質(zhì)部件的具體詳細(xì)信息,如軸、構(gòu)架、復(fù)雜管道、活動鉸鏈、夾扣及其他部件。
一、軸
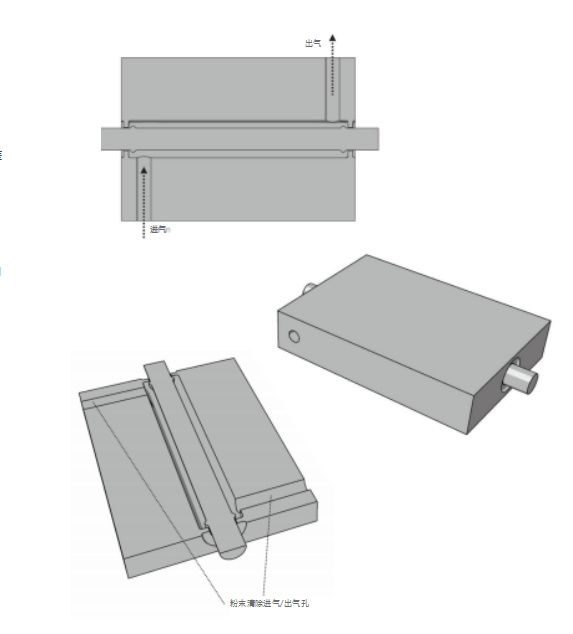
摩擦、擬合和粉末清除是SLS制造軸設(shè)計(jì)方面的三個因素。在靜態(tài)側(cè)(組件的“非應(yīng)力”側(cè))應(yīng)用1至2mm導(dǎo)軌來控制摩擦。導(dǎo)軌與軸管之間的間隙保持在0.3mm。若在離導(dǎo)軌較遠(yuǎn)的區(qū)域留出2mm以上的間隙,則可通過在靜態(tài)側(cè)的除粉入口吹入壓縮空氣,來輕松徹底地清除粉末。
在去除粉末時,一邊旋轉(zhuǎn)軸一邊吹入壓縮空氣,將粉末吹出軸腔。作為一種天然軸承材料,尼龍可為低負(fù)載、低速應(yīng)用提供一個順暢的低摩擦機(jī)構(gòu)。在摩擦可能產(chǎn)生熱量和導(dǎo)致磨損的更加苛刻的應(yīng)用中,可以考慮嵌入式軸承。
二、擋板 - 氣流管理
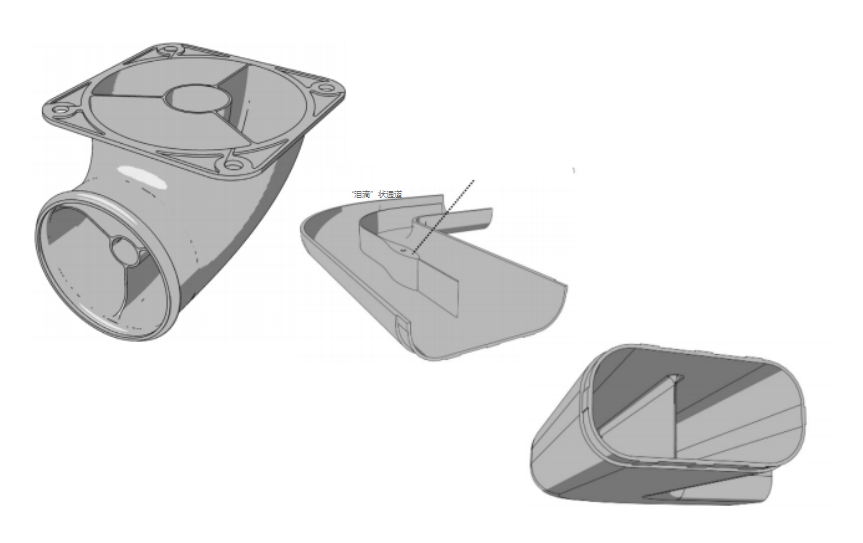
如需將安裝點(diǎn)穿過擋板,將擋板拉長并形成空氣動力學(xué)的淚滴形狀,可以減少湍流形成的位置。這樣可以提高氣流效率并降低噪音。
始終將擋板設(shè)計(jì)為緩和的圓角,以防管道的側(cè)壁裂開,尤其是在組件的應(yīng)用環(huán)境為壓力環(huán)境和/或溫度循環(huán)環(huán)境的情況下。
三、嵌入式軸承
在此示例中,我們介紹將陶瓷球軸承裝入凹槽(CAD 建模為 A、B 面之 間的一個環(huán)形腔體) 內(nèi)。可以將它看作一個集成混合鉸鏈機(jī)構(gòu)。
尼龍是一種天然良好的低摩擦承載材料。但是,在您期望能夠長期重 復(fù)循環(huán)承載的應(yīng)用中,將使用 CAD 建模的已經(jīng)就位的球軸承換成陶 瓷球軸承(通過檢修孔安裝),可以得到一個非常耐用、順滑的機(jī)構(gòu)。
將所有軸承都裝入凹槽后,可固定一個插銷來密封凹槽。
四、條形碼
阿茲特克條碼適合使用SLS進(jìn)行制造。單元格的體積大小可小于1立方毫米。請注意,條形碼的凸起面必須使用對比色墨水,以便在掃描儀掃描時能夠或便于捕捉圖像。

五、波紋管
當(dāng)應(yīng)用的組裝或聯(lián)結(jié)操作要求一定的靈活性時,可使用SLS技術(shù)來制造功能性“波紋管”。但請注意,尼龍?jiān)谛枰貜?fù)循環(huán)的應(yīng)用情形中性能不佳,如機(jī)構(gòu)中的電線和軟管保護(hù)套。因此,應(yīng)只考慮將尼龍用于應(yīng)用中循環(huán)彎曲頻率極低的波紋管。
當(dāng)抗拉應(yīng)力點(diǎn)沿橫截面均勻分布時,圓形波紋管的效果最佳。在從圓形部位過渡到方形波紋管時,從圓形部位處的任何下移都會累積應(yīng)力。在這種情況下,則可能必須采用不同的方法:對“Deardorff波紋管”使用類似的結(jié)構(gòu)物,本質(zhì)上來說,這一結(jié)構(gòu)物是一系列交替交叉連接的矩形。請注意,由于角落的半徑較小,此幾何形狀對應(yīng)力集中更為敏感,因此在循環(huán)受到應(yīng)力時易斷裂。
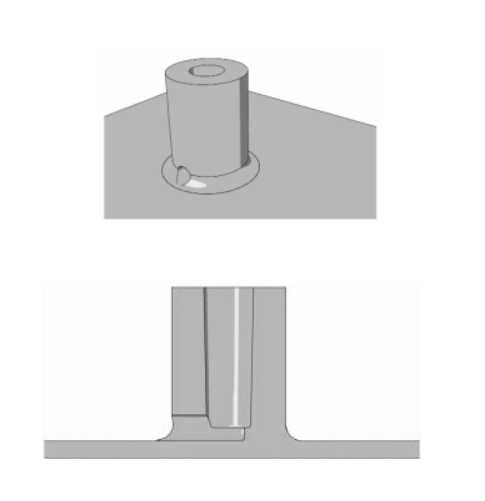
六、盲板凸臺
盲孔對于高效清除粉末而言是一大挑戰(zhàn)。此處提供的解決方案就是讓這些盲孔不再難以應(yīng)對。只需在凸臺的底座上鉆一個直徑大于2mm的小孔,以便讓噴砂材料排出。
無需拔模,但若為自攻塑料螺釘,在設(shè)計(jì)與齒嚙合的表面時最好遵循常規(guī)設(shè)計(jì)原則。
七、按鍵
有多種不同方法可以設(shè)計(jì)集成按鈕。在按鈕與按鈕露出的槽或孔之間留至少0.3mm的間隙,以防它們?nèi)墼谝黄稹S捎谀猃垺皬椈善币鬃冃蔚缴晕⑾聣旱奈恢茫虼诉€應(yīng)該使用CAD對按鈕進(jìn)行建模,使按鈕高于最終所需位置。例如,如果您希望按鈕與表面齊平并按此對其進(jìn)行建模,則會發(fā)現(xiàn)在重復(fù)按壓多次之后,按鈕便會低于表面。
至于彈簧片,其變形程度取決于彈簧的密度及長度和厚度。如下所示的頂部下方按鈕是稱為“雙穩(wěn)態(tài)”開關(guān)的彈簧片的一種形式。在此類情況中,按鈕會抵抗,然后慢慢進(jìn)入變形位置,有時會發(fā)出一聲咔嗒聲。
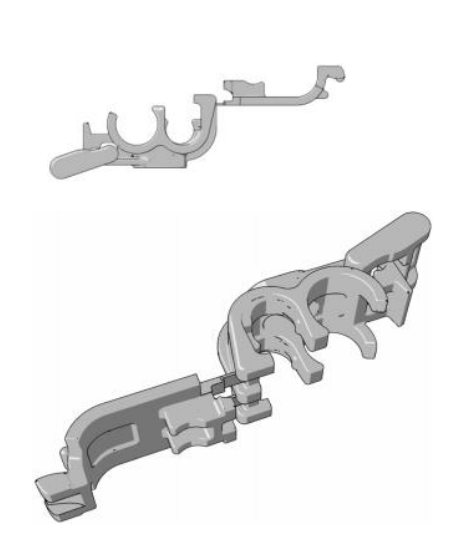
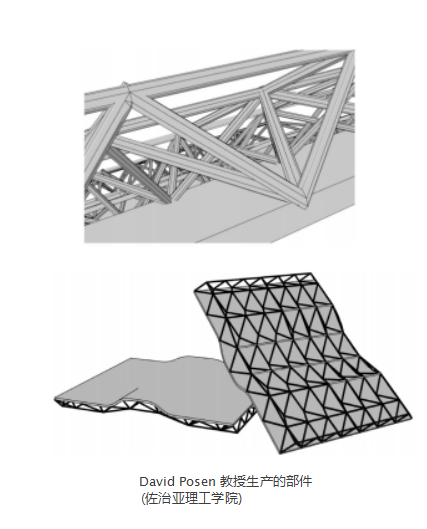
八、構(gòu)架
SLS制造技術(shù)極其適用于制造許多復(fù)雜的小型塑料部件,例如電氣接頭和夾片。可以考
慮在CAD設(shè)計(jì)時,使用盒子圍住這些小部件,以防止它們在發(fā)生故障和后處理期間丟
失。1.0mm的方形條搭配5mm以上的開口,可允許噴砂介質(zhì)在構(gòu)架內(nèi)批量清潔部件。
在需要額外進(jìn)行后處理的應(yīng)用中,例如針對手術(shù)用途進(jìn)行滅菌,批量部件可在構(gòu)架內(nèi)過
渡到不同流程。若要移除部件,可以考慮使用CAD建模設(shè)計(jì)應(yīng)用于脫模區(qū)域的多個鉸
鏈門,或者如本示例,將蓋子與可使用電線剪鉗剪斷的四個角桿連接起來。
另一個選擇是使用連接桿,這樣也可以達(dá)到在某些玩具套件上使用注塑成型澆口所實(shí)
現(xiàn)的相似批量分組效果。

九、鏈
與鏈甲一樣,設(shè)計(jì)采用SLS技術(shù)進(jìn)行制造的鏈條會非常有趣。它也是一種非常古老的幾何形狀,提供了大量創(chuàng)造新穎有趣的形狀的機(jī)會。
最早的鏈條是對鐵條進(jìn)行錘擊/鑄造,使其彎曲形成互相連接的環(huán)。采用SLS技術(shù)來制造鏈條,鏈條設(shè)計(jì)的唯一局限是您的想象力。您甚至可以制造自行車鏈條:只需在外殼與鏈條之間留0.3mm的間隙。

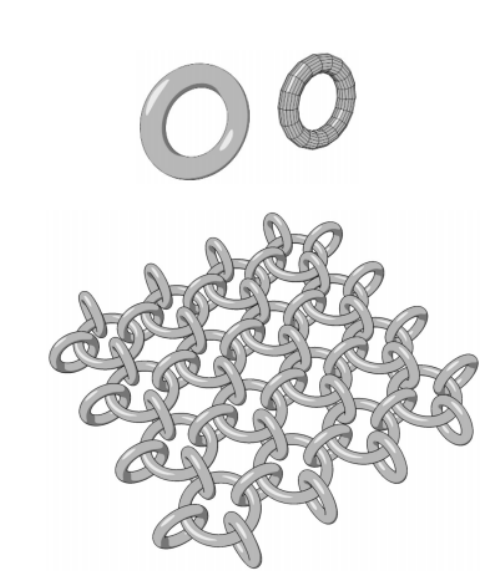
十、基本鏈甲
對于基本鏈甲,保持環(huán)的厚度大于0.75mm,環(huán)與環(huán)之間的間隙大于0.5mm。對于較大的基本鏈甲,可以考慮將環(huán)設(shè)計(jì)為在兩個軸向上都具有多邊形橫截面。這樣做可以縮小文件大小并加快設(shè)計(jì)過程。
在大規(guī)模復(fù)制鏈條之前,先花點(diǎn)時間對鏈中的單個環(huán)進(jìn)行優(yōu)化。可以考慮用多邊形替代圓形取代,來加快對環(huán)的復(fù)制和CAD操作。
您可以像折疊布料一樣折疊您的設(shè)計(jì),以減少設(shè)計(jì)部件的體積。必須特別注意避免環(huán)疊加。
至于邊界框效率,可以考慮折疊和/或疊縮大片的環(huán)陣列,以減少設(shè)計(jì)所占用的空間。
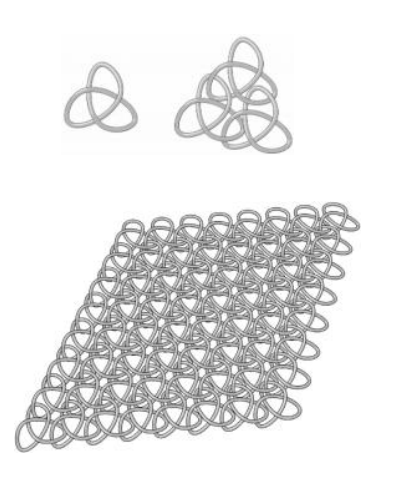
十一、復(fù)雜鏈甲-莫比烏斯彈性體
在設(shè)計(jì)復(fù)雜工程織物或鏈甲時,您的創(chuàng)造力是唯一局限因素。在本示例中,一個具有三面的莫比烏斯環(huán)不僅構(gòu)成了一個有趣的結(jié)構(gòu)物,而且形成了一個有彈性的環(huán)網(wǎng),當(dāng)中每個環(huán)都可以在各個方向拉伸。
可以考慮轉(zhuǎn)化成板甲或鎖子甲的鏈甲,其中環(huán)會在允許不透明和靈活性的控制區(qū)中逐漸變厚。
在每個環(huán)中加入長釘,結(jié)合可實(shí)現(xiàn)快速解扣和扣緊的鉤子,使一些趣味十足的織物被新穎運(yùn)用到時尚行業(yè)中的應(yīng)用中。
十二、螺旋彈簧
關(guān)于螺旋彈簧,需要考慮的最重要的特點(diǎn)之一是,要在彈簧與其他物體相連部位運(yùn)用大量圓角。尤其應(yīng)該特別注意尖銳的尖端。
與所有材料一樣,循環(huán)施加載荷時,可能很快開始出現(xiàn)裂縫。與彈簧片一樣,螺旋彈簧的最終穩(wěn)定位置會經(jīng)過幾次循環(huán)壓縮和伸長之后才變得明顯。

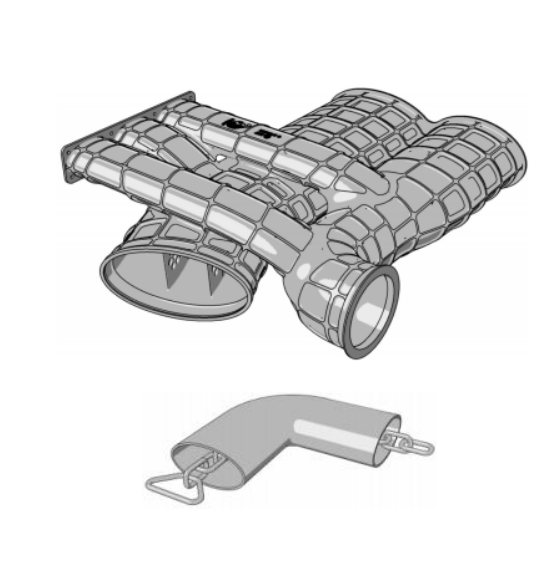
十三、復(fù)雜管道 - 織帶
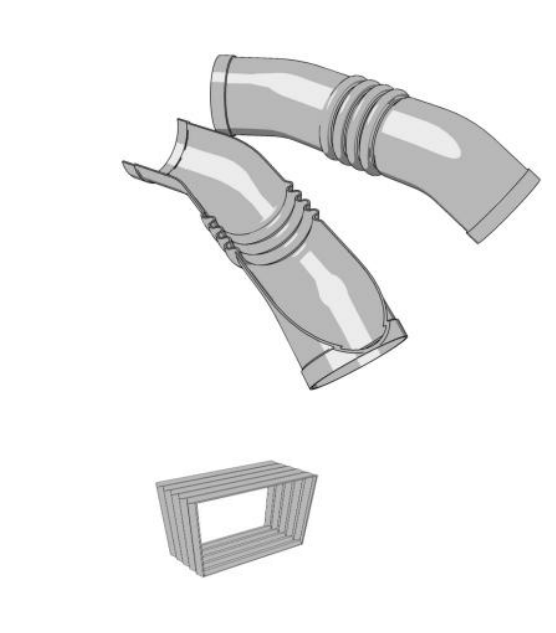
通過使用 SLS 技術(shù)來制造小批量的非結(jié)構(gòu)性管道,例如用于航天和性能賽車的 ECS 管道,可以設(shè)計(jì)經(jīng)高度優(yōu)化的非常復(fù)雜的整體成型結(jié)構(gòu)物。您不僅可以設(shè)計(jì)不同的壁厚,還可以通過應(yīng)用結(jié)構(gòu)經(jīng)過優(yōu)化的表面織帶來提高強(qiáng)度重量比。如在傳統(tǒng)制造技術(shù)基礎(chǔ)上應(yīng)用此細(xì)節(jié),則成本較為昂貴。而運(yùn)用 SLS 則不會因復(fù)雜性產(chǎn)生額外成本。
可以考慮運(yùn)用 CAD 對鏈條穿過管道建模。完成之后,快速拉動此鏈條穿過管道可以為噴砂介質(zhì)清理一條順暢的通道,以在管道中具有良好清潔速度。
十四、槽型密封圈
制造“負(fù)拔模”的功能提供了一種有趣的固定柔軟彈性產(chǎn)品(如橡膠墊圈)的方法。您可能
需要根據(jù)墊圈的具體硬度進(jìn)行一些實(shí)驗(yàn)。通常情況下,最低寬度小于墊圈在未壓縮狀態(tài)
下直徑10%的密封槽就可以容納和保持住墊圈。
注意,這一原則也適用于其他彈性組件的固定,例如密封墊和按鈕陣列。

十五、粘膠線
要實(shí)現(xiàn)無空隙的密封連接,可以通過連接交叉點(diǎn)處 的 CAD 建模輸入/輸出端口,將兩部分熱固性環(huán)氧 樹脂真空抽吸(而不是推) 到徑向通道中。對于必須保證密封的復(fù)雜連接情形而言,這是一個不錯的方法。
一旦固定好之后,便無法在不破壞實(shí)體部件的情況 下將它們分離。始終將膠水真空吸入通道中。不要注 射環(huán)氧樹脂,因?yàn)槠淇赡軙飨蜃枇ψ钚〉穆窂剑?/span> 可能無法完全填充連接區(qū)域周圍的路徑。右側(cè)的橫截面展示了膠水(黑色) 正通過檢修孔被吸 入徑向腔體。

十六、格柵
六邊形特別針對 SLS 技術(shù)而優(yōu)化,不僅僅因?yàn)樗鼈兛蓮母旧瞎芾響?yīng)力和蜂巢效率,也由于只需非常少的三角形(12 個) 即可以準(zhǔn)確表達(dá)六邊形。
如果使用圓形構(gòu)成網(wǎng)格孔,預(yù)計(jì)文件大小會顯著增大。
雖然相對于實(shí)心非網(wǎng)格部分而言,可能降低了最終部件的重量,但是由于激光現(xiàn)在要繪制輪廓并填充眾多橫截面特征,因此增加了清潔時間和系統(tǒng)的繪制時間。
與空心部件一樣,未使用的粉末量與用于再循環(huán)的額外材料并沒有非常大的關(guān)系。這是由于與部件的熱暴露接近。事實(shí)上,由于需要額外繪圖時間,制造網(wǎng)格部件的成本高于制造實(shí)心部件的成本。

十七、集成鉸鏈
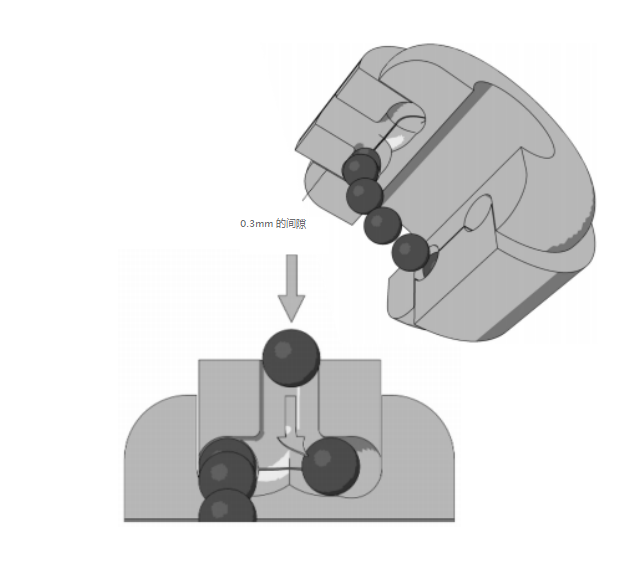
旋轉(zhuǎn)梯形錐體中的球體對集成鉸鏈有很大作用,其提供良好穩(wěn)定性、精度、低摩擦和高屈服強(qiáng)度。在嵌入球體和鉸鏈套之間留出最低0.2mm 的間隙。
在其他地方留 0.3mm 以上的間隙。您還將需要繼續(xù)使鉸鏈套沖出側(cè)邊。這對鉸鏈不會有影響,但能夠使得更加快速、完全地清除粉

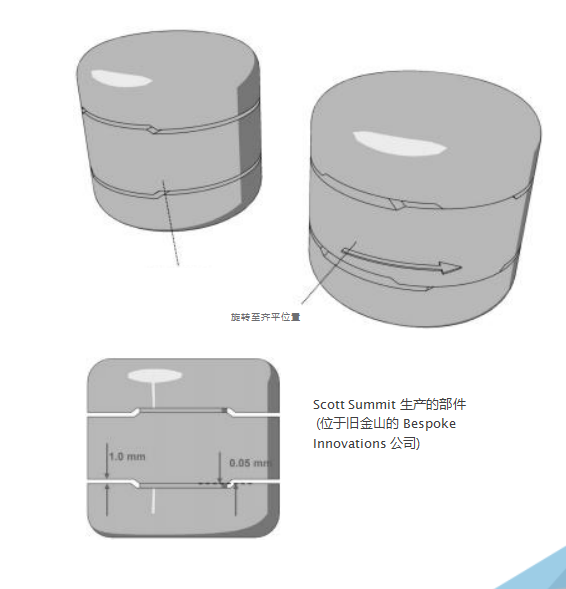
十八、子母合頁
當(dāng)涉及到公差的影響時,此機(jī)械的功能與質(zhì)量之間的平衡便發(fā)揮作用。若間隙太小,合頁機(jī)構(gòu)會焊接在一起,而間隙太大的話,合頁機(jī)構(gòu)會松動且不可靠。
要解決這一問題,一種方法是使用將鉸鏈旋轉(zhuǎn)到齊平位置的形式。在構(gòu)建過程中,合頁為脫離狀態(tài)下時,公差可以為大于1mm的大公差,當(dāng)公差為大約0.05mm時,合頁在旋轉(zhuǎn)的接合功能范圍內(nèi)會產(chǎn)生齊平、緊密且穩(wěn)定的相互作用。
十九、活動鉸鏈
活動鉸鏈對于SLS而言更為新穎,并且在涉及到鉸接時,通常不是理想的解決方案。這里要問的問題是:為什么要在能夠設(shè)計(jì)和構(gòu)建集成鉸鏈的情況下構(gòu)建活動鉸鏈?
常規(guī)活動鉸鏈的設(shè)計(jì)和優(yōu)化均針對熱塑塑料注塑成型材料和工藝。
對于SLS,請盡量避開活動鉸鏈,因?yàn)?/span>SLS尼龍不具有注塑成型熱塑塑料所具有的撓曲特性。這是由于工藝的分辨率—3D打印鉸鏈必須比設(shè)計(jì)用于模塑的鉸鏈更厚—以及尼龍?jiān)谔幱谘h(huán)變形條件下時表現(xiàn)出更優(yōu)性能的傾向。在具有一次性折疊使用情況的應(yīng)用中,活動鉸鏈非常有用,并且能夠?qū)⒔M件連接在一起。
至于構(gòu)建方向,盡量避免采用會與鉸鏈的拉伸表面重合的階梯式步驟。此外,可以考慮在彎曲尼龍之前將其浸入到沸水中10分鐘進(jìn)行增韌(退火)。
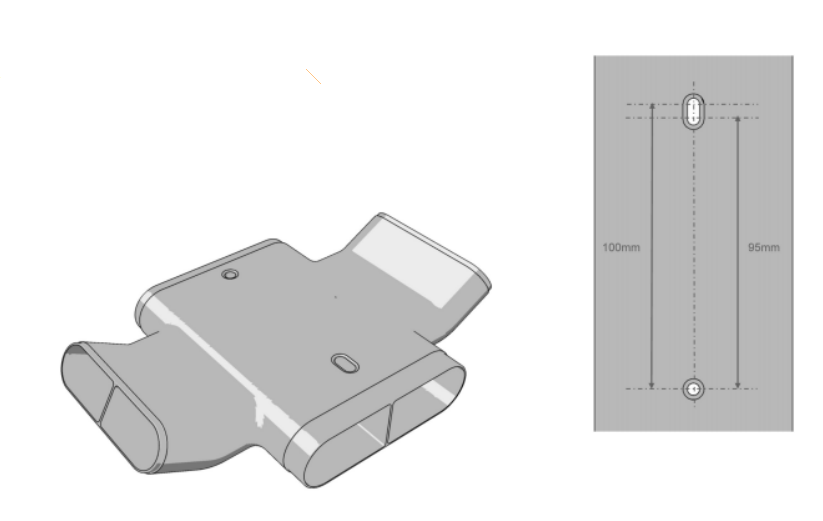
二十、針對安裝的設(shè)計(jì)
一個拉長的連接安裝點(diǎn)能夠讓您看到您所見較長部分上出現(xiàn)熱塑性變化。每 100mm 以最低 5mm 的拉長率拉長適配孔。
二十一、晶格結(jié)構(gòu)
晶格結(jié)構(gòu)和其他設(shè)計(jì)為多孔的材料可使設(shè)計(jì)師僅將材料放到特定應(yīng)用所需的位置。從機(jī)械工程角度來開,多孔材料所具有的一個關(guān)鍵優(yōu)勢是,其具有高強(qiáng)度但質(zhì)量卻相對較低。
這些材料具有良好能量吸收特性以及良好的隔熱和隔音特性。多孔材料包括泡沫、蜂巢、晶格和類似結(jié)構(gòu)。
人工構(gòu)建晶格結(jié)構(gòu)過程會很繁瑣,因此設(shè)計(jì)師可能希望創(chuàng)建一個宏或程序來自動執(zhí)行某些步驟,或者使用實(shí)現(xiàn)構(gòu)建過程自動化的專用軟件包。
SLS機(jī)器能夠制造直徑小至接近0.5mm的晶格柱。
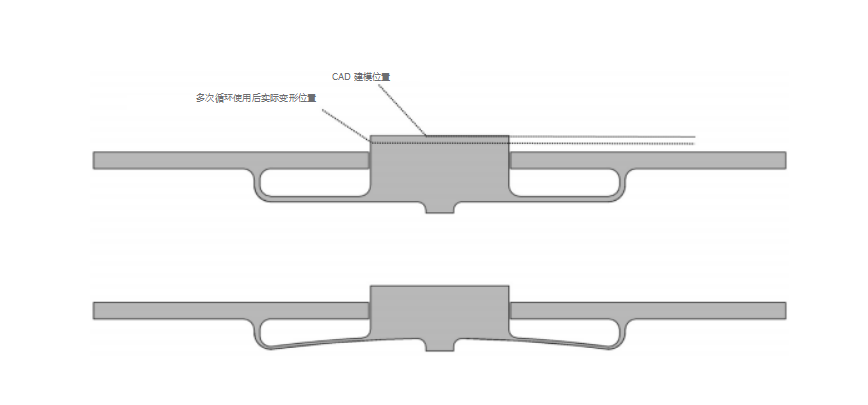
二十二、夾扣
有許多可進(jìn)行 SLS 構(gòu)建的成功塑料夾扣設(shè)計(jì)。與注塑成型相比,SLS 構(gòu)建方式降低了設(shè)計(jì)復(fù)雜性方面的局限,從而實(shí)現(xiàn)了復(fù)雜得多的夾緊、卡扣、固定和脫口釋放系統(tǒng)。
在此示例中,“擠壓脫扣”按鈕機(jī)構(gòu)使兩個抓臂圍繞一個扭力梁支點(diǎn)旋轉(zhuǎn)。請注意,需大量使用圓角來防止斷裂,以及夾緊齒的變形閉合位置來抵消初始循環(huán)蠕變的影響。
與所有經(jīng)歷循環(huán)變形的梁一樣,您需要考慮塑料在進(jìn)入最終穩(wěn)定位置之前會經(jīng)歷的初始蠕變,這一點(diǎn)對于開展適用于采用SLS 構(gòu)建方式的設(shè)計(jì)至關(guān)重要。
與活動鉸鏈和彈簧片一樣,可以考慮浸入沸水中 10 分鐘來提高塑料的韌性和記憶。
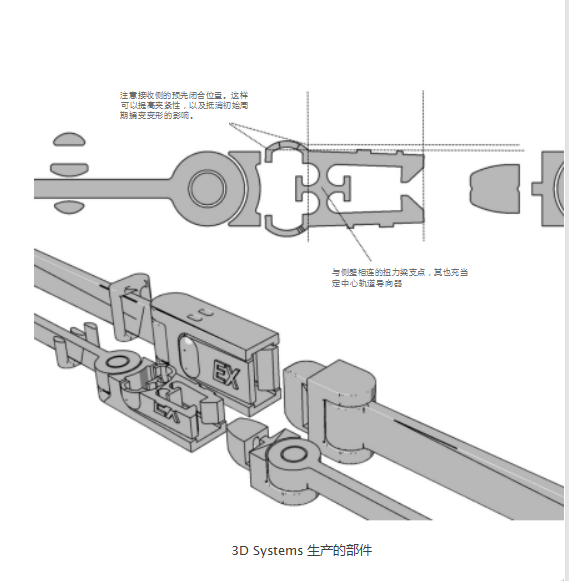
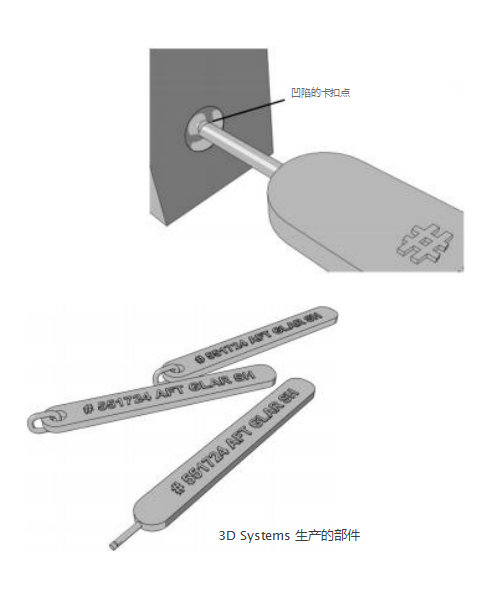
二十三、標(biāo)簽
通過鏈條或犧牲性連接桿連接的吊牌是標(biāo)記SLS部件的常用方法。3D Sprint?軟件可實(shí)現(xiàn)以STL文件名自動標(biāo)記部件。此方法在大規(guī)模定制制造應(yīng)用中尤為有用。盡量將所有厚度保持在1mm以上。
請注意,在圖解中,對于連接到“吊牌”連接器,桿與部件之間的連接處位于凹陷的圓角凹槽中。這樣可減少對部件機(jī)械完整性的影響。此外,還需注意此用例中的卡扣點(diǎn),連接桿模制有一個V形缺口。如果希望輕松控制拆卸吊牌而采用鏈條連接時,也可以采用與此相同的方法。
將V形缺口設(shè)置在凹陷的凹槽內(nèi),在拆卸吊牌后不會留下任何會影響裝配的痕跡。
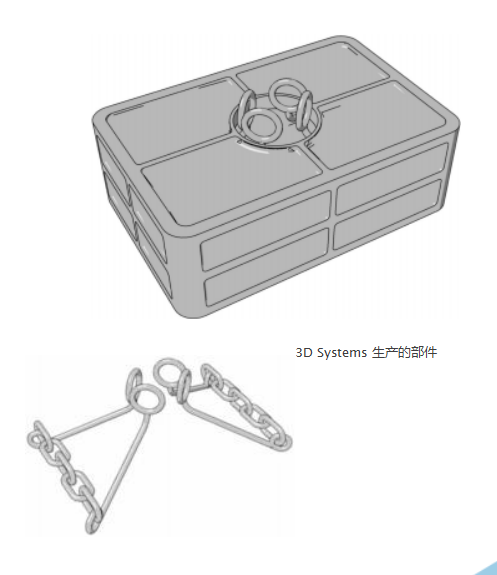
二十四、箱罐
采用SLS尼龍材料正確燒結(jié)的罐(密度大于0.98g/cc,壁厚大于1mm)能夠在壓力下儲存液體和氣體。對于腐蝕性溶劑和燃料,可以考慮使用Imprex進(jìn)行滲透。通常,罐內(nèi)的部件濾餅由幾何形狀進(jìn)行固定限制并會接觸額外熱量,會變得非常致密并需要額外人工才能完全拆卸下來。
就風(fēng)管而言,考慮采用嵌套工具,并提供粉末清除輔助工具。在這種情況下,同時結(jié)合使用桿和鏈條來切割材料濾餅,并將其從內(nèi)部角落里拉出來。
通常情況下,鏈條/連桿直徑大于2mm就足夠了。您也可以在與空氣管路相連的空心圓錐體內(nèi)模制一個桿。拆下此連桿后,您就能夠從下方吹出壓縮空氣。
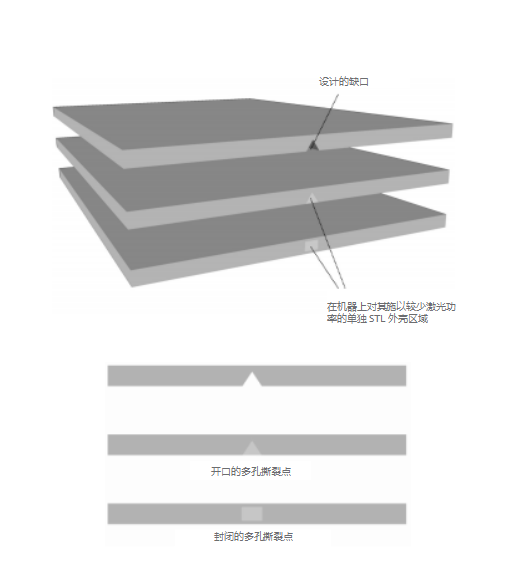
二十五、設(shè)計(jì)撕裂口
采用在幾何形狀上物理設(shè)計(jì)一個缺口這一傳統(tǒng)方法可以實(shí)現(xiàn)受控撕裂或斷裂。
但是,利用SLS制造方法,您也可以有選擇性地控制產(chǎn)品上特定區(qū)域的密度。
可以將希望其為低密度的區(qū)域使用CAD建模為單獨(dú)的STL文件外殼,來實(shí)現(xiàn)此目的。當(dāng)部件作為組件放置在機(jī)器上時,注意不要通過嵌套來分離外殼。
在機(jī)器上,減少對您希望降低密度的外殼的激光照射量。這樣便可以選擇性地制造低密度區(qū)域,因此對斷裂的靈敏度更高。
請注意,接受較少致密化處理的材料的收縮率更小。密度較低區(qū)域會比較敏感,并且比周圍密度較高區(qū)域更加不透明。
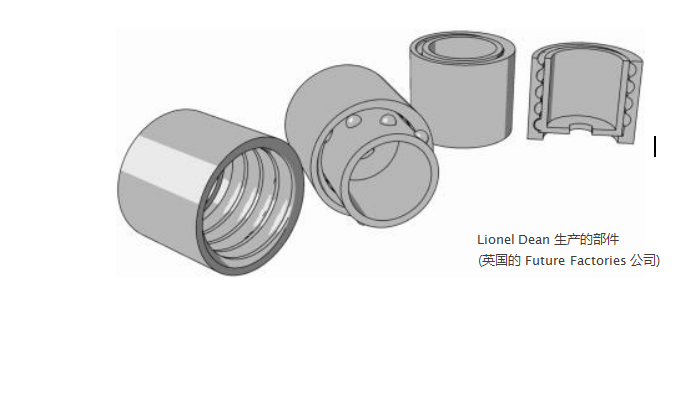
二十六、螺紋
由于 SLS 的表面處理相對粗糙,摩擦有時可能會干擾螺紋機(jī)構(gòu)。
在此示例中,外螺紋被替換為“半球形”,與組件反面的凹槽對齊。
通過采用這種方法,大大降低了摩擦,同時提高了“配合屈服”。
配合屈服是指兩個部件均受到相同工藝變化。SLS 對工藝變化非常敏感。
例如,當(dāng)激光束偏移不正確時,正面就會較大,反面較小,從而導(dǎo)致加大干擾。
此示例是一個典型示例,展示了螺紋不受傳統(tǒng)設(shè)計(jì)方法束縛,并從所需的機(jī)構(gòu)功能目標(biāo)中獲得啟發(fā)
體模型?")

3D打印材料屬性一覽表")
3D打印用模型文件?")
合作")
精華文章合集,你想知道的3D打印知識都在這里!")
保護(hù)聲明")

據(jù)格式")
")






