
























佳能宣布推出陶瓷3D打印服務
魔猴君 行業資訊 897天前
近日,據魔猴網了解,陶瓷3D打印領域新加入了重量級玩家,佳能最近宣布面向中國市場推出“陶瓷3D打印服務”。

據悉,佳能開發了氧化鋁、氧化硅兩種基材的陶瓷復合粉末材料(以下稱“陶瓷粉末”),并大膽地使用了SLM選擇性激光熔融技術(以下稱“SLM技術”)對陶瓷粉末進行成型。佳能通過陶瓷粉末配合SLM 技術(以下稱“佳能陶瓷3D打印技術”),可以在短時間內制造出復雜形狀的陶瓷零件。
△佳能的陶瓷復合粉末材料
市面上陶瓷3D打印技術痛點
陶瓷的傳統加工方法是將陶瓷粉末材料放入模具中加壓凝固成形,然后放入爐中燒制,最后對表面進行研磨等處理,使其產品化;但是,制作模具不僅需要一定的時間,還需要高昂的成本;因此,陶瓷3D打印技術應運而生,目前,市面上的陶瓷3D打印技術主要包含四種:
●選擇性激光熔化技術:陶瓷粉末材料通過用激光照射來熔化和成型。
●粘合劑噴射技術:通過粘合劑將陶瓷粉末材料層疊而成型。
●光固化技術:用紫外線照射樹脂和陶瓷粉末的混合材料而逐層成型。
●擠出成型技術:從噴嘴擠出加熱熔化的陶瓷粉末材料并堆積成型。
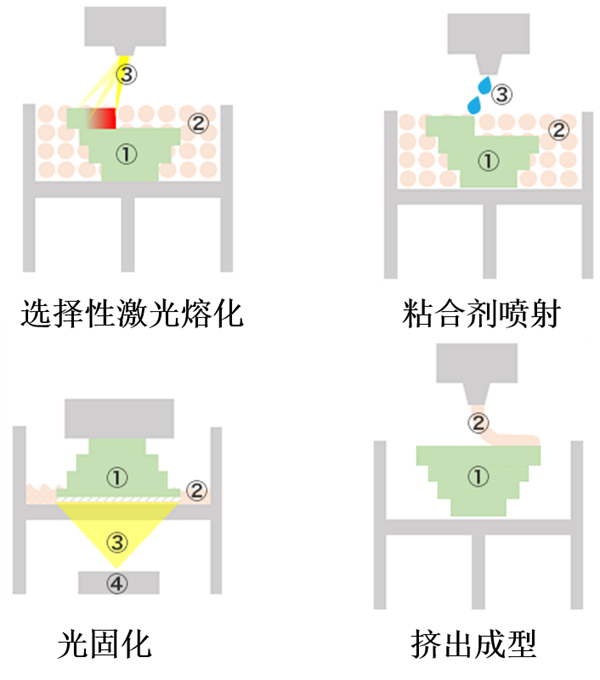
△目前市面上的主要陶瓷3D打印技術
當前,市面上的主流陶瓷3D打印技術為光固化技術:這種技術需先將陶瓷顆粒混入光敏樹脂材料中制作成高固含量的陶瓷漿料,然后通過紫外光固化光敏樹脂來成型,成型后通過脫脂燒結工藝來得到最終的陶瓷零件。
由于添加了光敏樹脂作為粘合劑,因此在脫脂燒結過程中,陶瓷零件一般會收縮15~20%左右,而且在燒結過程中容易出現裂紋。因此,要想得到精準的零件尺寸,設計者需要在燒成工序中以收縮為前提進行設計,在制作細小形狀和復雜結構方面會存在很多的難題。
佳能陶瓷3D打印技術
佳能陶瓷3D打印技術,使用自主研發的氧化鋁陶瓷粉末配合SLM技術,則很好地解決了上述問題,成功實現了高精細陶瓷3D打印的實用化。由于氧化鋁陶瓷粉末的熔點在2000℃以上,很難用激光熔化,佳能在其中加入了提升紅外線吸收效率的輔助材料,使熔點降低到1700℃左右,而得以成功使用SLM技術實現陶瓷3D打印。
值得一提的是,佳能的陶瓷粉末中不含有樹脂,在3D打印過程中也不添加樹脂粘結劑,因此也就無需考慮脫脂的困擾,一定程度上解決了含樹脂陶瓷材料普遍面臨的燒結收縮嚴重、脫脂困難、容易出現裂紋等問題。
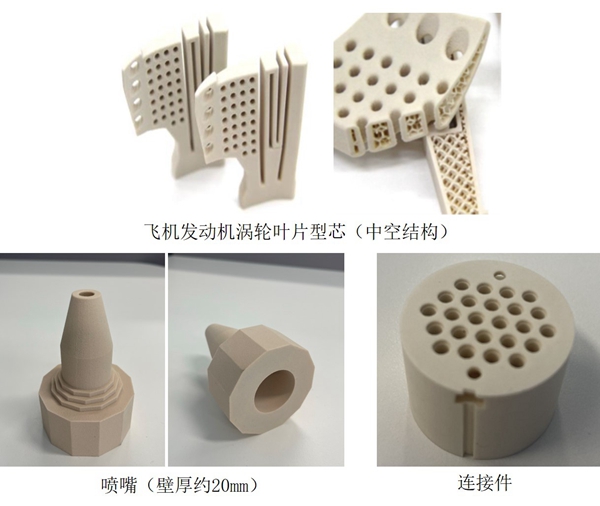
△佳能的陶瓷3D打印樣件
據悉,使用佳能的陶瓷粉末配合SLM技術進行3D打印,陶瓷零件在燒結前后的收縮率可控制在2%以內,燒結時間也縮短至50小時左右,能保持±0.8%的制作精度和穩定的加工品質。
佳能陶瓷3D打印技術不僅可以制作空腔、蜂窩、中空流路等復雜結構,而且在一定程度上突破了以往造型的限制,可以成型φ0.5mm的細孔,0.4mm的薄壁結構,以及厚達25mm的厚壁結構(受形狀影響壁厚可能變化)。
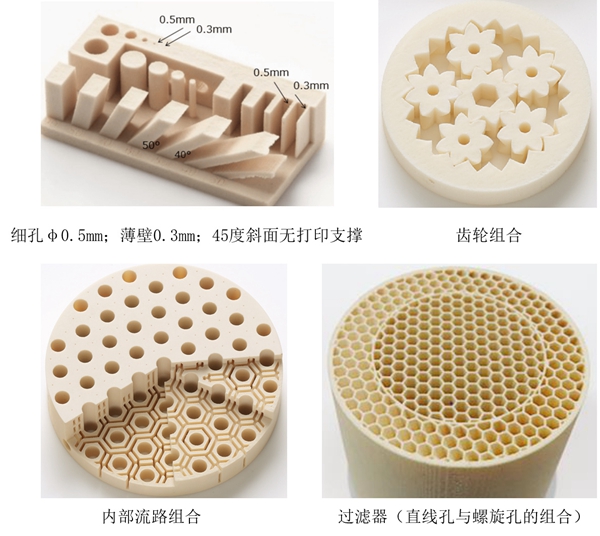
△佳能的陶瓷3D打印樣件
總的來看,佳能3D陶瓷打印技術具有以下特點:
● 無需模具,節約時間和成本;
● 耐高溫、耐磨損、耐腐蝕、絕緣;
● 適合空腔、蜂窩、中空流路等復雜結構;
● 可實現細孔、薄壁、厚壁造型;
● 收縮變形小,制作精度±0.8%;
● 最大造型尺寸240*240*240mm;
● 一件即可制作,制作周期短 。
據了解,佳能已經開始在中國市場推出陶瓷3D打印服務,可以根據用戶提供的圖紙,進行陶瓷3D打印,并向用戶提供成品;該陶瓷3D打印服務預計可以應用于航空航天、半導體、醫療設備、汽車制造、精密儀器、科研開發等多個工業領域。
來源:未知









")






