
")























3D打印注塑模具成本效益分析及創(chuàng)新性應(yīng)用
魔猴君 知識堂 1619天前
金屬增材制造是模具制造中的一種工藝,需要與銑削、電火花等傳統(tǒng)工藝結(jié)合,組合成一種全新的模具制造流程。GF 加工方案提出了“增材制造隨形水路模具7步走”,為注塑模具制造領(lǐng)域提供包括模具設(shè)計、數(shù)據(jù)準(zhǔn)備、打印、質(zhì)量管理、CNC 準(zhǔn)備、機(jī)加工、線切割的整體解決方案。在本期微課中,GF加工方案基于其整體增材制造解決方案在注塑模具制造中的應(yīng)用,對注塑模具加工中的痛點、金屬增材制造隨形冷卻模具的成本效益、金屬增材制造工藝、設(shè)計與材料等話題進(jìn)行了分享。
l 傳統(tǒng)注塑常遇見的問題
在注塑時,可能出現(xiàn)不完全填充、縮印,開模之后可能會出現(xiàn)困氣紋、夾水線,以及翹曲變形等問題。
來源:GF 加工方案
以往模具加工問題的統(tǒng)計分析發(fā)現(xiàn),超過50%的模具產(chǎn)品質(zhì)量問題,都是源自溫度控制不當(dāng)。為了更好的控制模具溫度,增材制造的隨形水路工藝被引入到注塑模具制造領(lǐng)域。
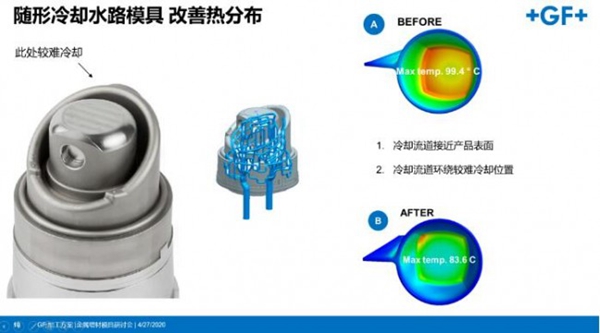
GF 加工方案在微課中對傳統(tǒng)的直線水路與隨形水路的設(shè)計區(qū)別,以及隨形冷卻水路如何改變熱分布,進(jìn)行了實例分析。在應(yīng)用實例中將看到,增材制造隨形水路模具,在使用過程中膠口斷膠表現(xiàn)良好,無拉絲與纏膠的情況出現(xiàn)。
l 金屬3D打印模具應(yīng)用新方向
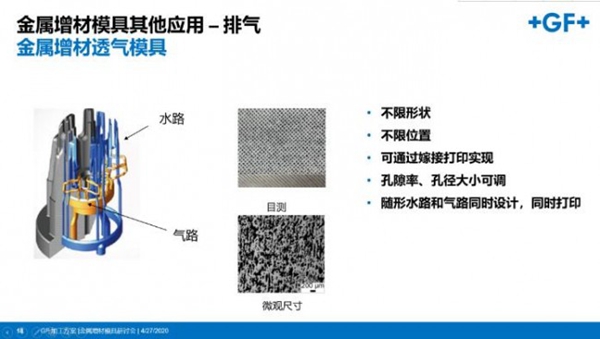
模具困氣是注塑工藝中的常見問題,由于氣體排出不順暢導(dǎo)致產(chǎn)品缺膠、發(fā)黑、燒焦。傳統(tǒng)解決方式是采用機(jī)加工的排氣系統(tǒng)及透氣鋼材料。
來源:GF 加工方案
微課分享了傳統(tǒng)排氣系統(tǒng)和透氣鋼應(yīng)用中存在的挑戰(zhàn),以及金屬增材制造透氣模具在設(shè)計上的創(chuàng)新性與性能上的優(yōu)勢。
以上談到的隨形水路與氣路的設(shè)計都可以通過增材制造直接制造出來,但也可以通過嫁接3D打印的方式進(jìn)行制造。通過將CNC 加工部分與3D打印隨形水路部分進(jìn)行嫁接,能夠?qū)崿F(xiàn)隨形水路模具的加工效率的提升,并降低了成本。GF 加工方案針對實現(xiàn)嫁接工件準(zhǔn)確定位時所存在的難點,推出了專有解決方案。
l 金屬增材隨形水路案例分析
在案例分析環(huán)節(jié),GF 加工方案分享了電動牙刷、手機(jī)充電器外殼、汽車反射鏡前照燈金屬增材制造模具應(yīng)用案例。
GF 加工方案通過電動牙刷隨形水路注塑模具案例,對水路重新設(shè)計、模流分析、水路長度與參數(shù)對比、以及包括溫度分析、冷卻時間對比分析在內(nèi)的實際注塑效果,進(jìn)行了詳細(xì)分析。

來源:GF 加工方案
在電動牙刷案例的成本與效益試算中,GF 對傳統(tǒng)模具與隨形冷卻模具的模具節(jié)拍時間進(jìn)行了對比。增材制造隨形冷卻模具,縮短了冷卻時間與塑化時間,節(jié)約的時間最終將轉(zhuǎn)化為效益。
接下來,對傳統(tǒng)模芯與增材制造模芯,在工序與加工時間上的區(qū)別進(jìn)行了對比,分析結(jié)果表明,從設(shè)計到最終成品,增材制造模芯所需的總時間為118小時,傳統(tǒng)模芯總時間為144小時。然后,對傳統(tǒng)模芯與增材制造模芯的參數(shù)進(jìn)行了分析,分析數(shù)據(jù)包括模仁體積(重量)、冷卻時間、注塑成品平均變形量、合格率四個維度。
在該案例的成本試算中,GF 從注塑機(jī)成本、模具成本、人力成本三個角度做了計算。
l 金屬增材模具的流程化生產(chǎn)
GF 加工方案提出了“增材制造隨形水路模具7步走”,為注塑模具制造領(lǐng)域提供包括模具設(shè)計、數(shù)據(jù)準(zhǔn)備、打印、質(zhì)量管理、CNC 準(zhǔn)備、機(jī)加工、線切割的整體解決方案。

來源:GF 加工方案
在整體解決方案中所集成的金屬增材制造設(shè)備-DMP Flex 350,是為高精度直接金屬打印而設(shè)計的,并針對需要復(fù)雜部件和重型金屬部件的關(guān)鍵應(yīng)用進(jìn)行了優(yōu)化,利用業(yè)內(nèi)含氧量最低的真空打印倉與改進(jìn)的氣流技術(shù),確保每一個零件打印出來的致密性和化學(xué)純度。通過該設(shè)備打印的模具致密度高,表面質(zhì)量好。

來源:GF 加工方案
上圖中的左圖是打印效果實拍照片,右圖是東莞模具中心為該設(shè)備制造的3D打印模具所做的表面效果分析。分析結(jié)果表明,模具砂孔少,并且其中95%的砂孔小于10μ。根據(jù)GF,用該設(shè)備制造的金屬增材制造模具,能夠滿足80%以上注塑模具的需求。
l 隨形水路的設(shè)計原則與材料簡介
GF 在微課中分享了金屬增材制造隨形水路的關(guān)鍵設(shè)計規(guī)則:水路長度、水路與模面的距離、水路截面積大小。
在微課的最后,GF 分享了模具增材制造常用的打印材料及其性能。
來源:3D科學(xué)谷


3D打印材料屬性一覽表")
3D打印用模型文件?")
合作")
精華文章合集,你想知道的3D打印知識都在這里!")
保護(hù)聲明")

據(jù)格式")
")






