
























蜂窩陶瓷的設計演進與3D打印應用案例-下
魔猴君 知識堂 1793天前
開孔蜂窩結構以不同的形式存在于自然界中。如今,聚合物、金屬和陶瓷多孔材料已在工業化生產中發揮作用。這些結構在高溫下具有出色的性能,在惡劣環境下(酸性,堿性或氧化性)表現出穩定性以及出色的熱機械性能(抗熱震性)。由于其多孔性質,它們具有更高表面積和滲透性的流體相,因此適合應用在催化、太陽能收集、儲熱、熱交換,輻射燃燒器等領域。
傳統的陶瓷蜂窩結構制造方式包括: 不均勻孔隙成型,直接發泡和復制聚合物泡沫。而增材制造-3D打印技術成為陶瓷泡沫材料的新型制造工藝。通過將CAD、仿真和增材制造結合起來,可以滿足不同工業領域的最終用戶需求。
在論文“Cellular ceramic architectures produced by hybrid additive manufacturing: a review on the evolution of their design” 中,科研人員對面向增材制造的蜂窩陶瓷結構的設計工具與設計方式進行了評述,提出了一些創新工具,并展示了通過這些設計方式所實現的陶瓷蜂窩結構的工業應用案例。
在本文的上篇中,魔猴網分享了陶瓷蜂窩結構設計,下篇將分享3D打印陶瓷蜂窩結構在燃燒器、熱交換器、太陽能接收器等工業領域中的應用案例。
與“熱”相關的多種工業應用
l 多孔燃燒器
無規泡沫通常用于多孔燃燒器的熱區。由于聚合物的制造方法,標準泡沫的問題是它們的再現性和均勻性。這將在處理、組裝和操作燃燒器時引起問題。使用上篇中結構化晶格設計方法,可以解決這一問題。圖10 顯示了操作中的多孔燃燒器。這種組件的標準條件是:工作溫度1350°C,燃燒環境空氣,H2O和揮發性有機化合物。歐盟ECCO項目旨在通過提高工作溫度至1450°C并優化架構拓撲以改善輻射來提高此類組件的輻射功率。
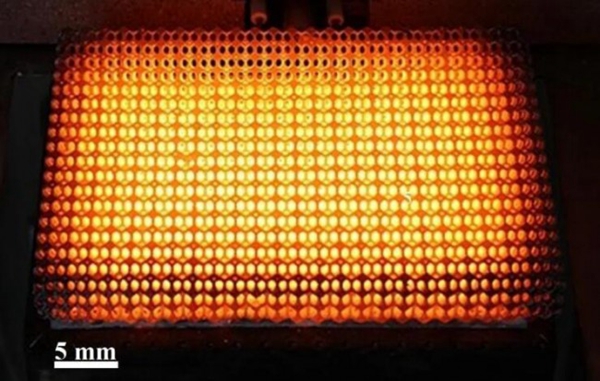
圖10 運行中的多孔燃燒器
制造方式可采用3D打印聚合物覆蓋陶瓷漿料的的混合制造方式。首先通過SLA 或SLS 3D打印技術制造出3D打印聚合物結構,然后將該3D打印對象浸入陶瓷漿料中,使陶瓷材料覆蓋層達到一定的厚度。然后根據陶瓷漿液的成分對物體進行熱處理。通過這種方式能夠生產復雜的高性能組件,顯著提高了陶瓷多孔結構的機械強度和熱沖擊強度。

圖11 帶Voronoi晶胞的錐形多孔燃燒器(a)CAD模型;(b)預制結構。
圖11為一種創新型錐形幾何形狀多孔燃燒器。圓錐形燃燒器在氫氣產生的低熱量值廢氣產生的低污染物排放下顯示出穩定而完整的燃燒。Si-SiC扁平和圓錐形原型帶有10個PPI Voronoi開放晶胞,該結構是使用上篇中的Voronoi設計方式設計的,聚合物Voronoi錐型多孔結構是3D打印的,然后采用SiC漿料復制,然后浸入熔融的硅中。
l 車用催化轉化器載體
具有工程化結構的車用催化轉化器被用來替代泡沫或標準蜂窩解決方案,因為后兩者無法根據客戶要求進行設計。
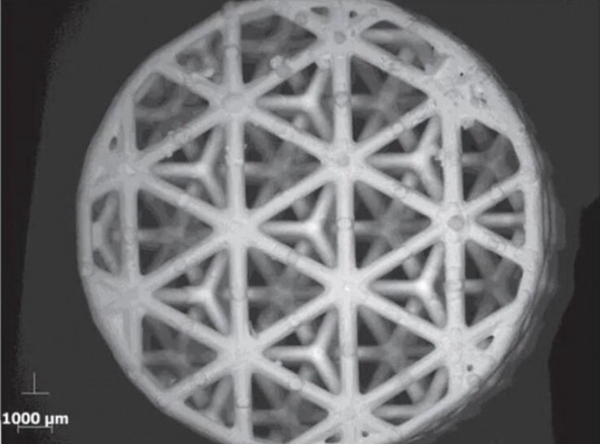
圖12 汽車催化載體的宏觀特征光學顯微鏡圖像
圖12是根據本文上篇中所述的結構化晶格設計方法設計的催化轉化器載體,為根據最終需求優化的設計。圖中零件由氧化鋁材料制造,并涂有 g-Al2 O3-Pt 懸浮液,該零件是一種高表面積的多孔陶瓷,需要3D打印技術能夠實現精細細節,研究團隊制造時采用了基于光固化工藝的SLA 技術,打印完成后通過熱處理進行燒結。
研究團隊已在恒定的流速和增加的溫度條件下進行了測試,以獲得起燃特性曲線,溫度從 50 °C 增至 600 °C,加熱梯度為10 °C min-1。或在恒定溫度下但隨著流速增加而增加,以了解流速對反應速率的影響。
l 熱交換器
陶瓷材料廣泛用于處于高溫環境的應用中,例如熱交換器。工程化的陶瓷蜂窩體系結構,可以提高傳熱效率并提高這些系統的性能,還可以將這類結構插入管狀熱交換器中,從而利用內部結構引起的對流和輻射現象。
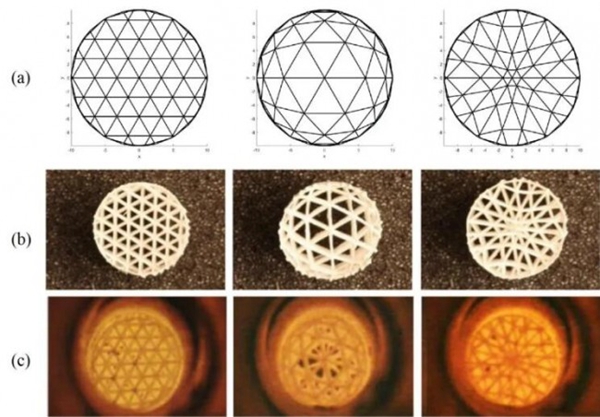
圖13 用于增強管狀熱交換器中熱傳遞的陶瓷晶格。
(a)CAD模型;(b)3D打印的幾何形狀;(c)運行中的組件。
圖13 是通過結構化晶格設計方法得到的陶瓷晶格結構,具有4 mm旋轉立方體晶胞。這些3D打印陶瓷晶格結構采用SLA 技術制造。數值和實驗研究表明,晶格的形態極大地影響了熱交換器的性能,在實驗過程中,為了找到最佳傳熱解決方案,研究人員采用了不同的形態。
如果在管內集成晶格結構,熱交換器的熱傳遞性能得到提升,根據內部晶格體系結構的不同,性能提升160%-280%不等。其中,外部為大晶胞內部為小晶胞的設計,能夠使較高比例的熱輻射到達中央支撐,從而提高了熱傳遞效率。
l 太陽能接收器
SiCf / SiC復合材料 被用于太陽能接收器制造,該材料能夠增強太陽能系統的性能。但由于不利的光學性能,這種陶瓷材料不適合通過SLA 3D打印技術進行直接的制造,粘結劑噴射和熔融沉積成形3D打印技術則達不到相同的分辨率。因此,太陽能接收器可采用與多孔燃燒器制造時采用的混合方式進行制造。圖14(a)中的3D打印周期性晶格結構即為該方法制造的。
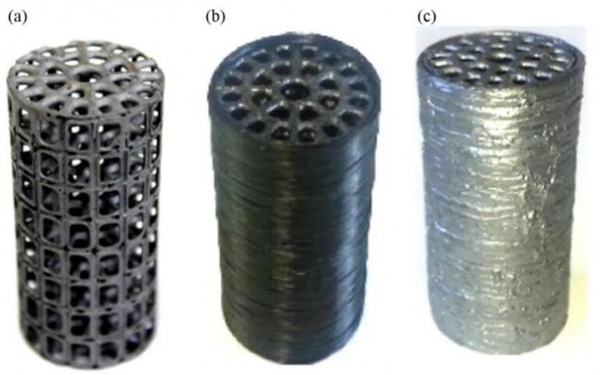
圖14 SiCf / SiC復合材料太陽能接收器(a)3D打印周期性泡沫晶格;(b)絲材纏繞
(c)用EPD(電泳沉積)和Si浸滲處理的最終樣品。
仿真結果表明,使用增強傳熱的3D打印結構,顯著提高了太陽能接收器性能,即使在高溫和高壓環境中,如果集成了3D打印泡沫晶格結構,總體熱轉移也可以增加大約4倍。
l 航天器的熱保護系統
該零件采用了本文上篇所述的非結構化晶格設計方法,獲得具有特殊復雜形狀的晶格結構。制造方法與太陽能接收器、多孔燃燒器相同,外部陶瓷材料為SiC漿料。
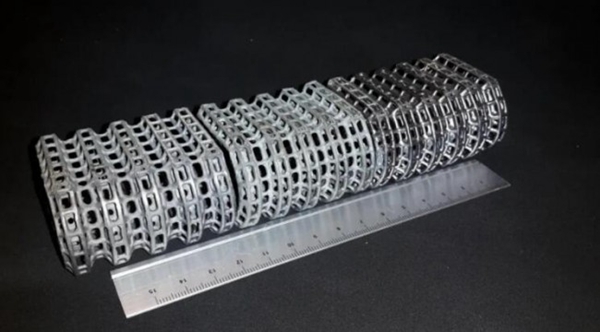
圖15 未來航天器的熱保護系統-具有六角形晶胞的U型多孔陶瓷結構。
在等離子風洞中廣泛的測試中,選擇測試條件適用于多次進入地球、可重復使用的熱保護系統。隨著冷卻劑流量的增加,整個表面的溫度都會降低。即使在2.5 g/s的最低流速下,溫度也低于被動冷卻參考配置的結果。測試結果證明了主動冷卻對前沿對外部加熱的熱響應的基本影響。
來源:3D科學谷









")






