
























從生胚到最終零部件,陶瓷3D打印中的質量管理問題
魔猴君 行業資訊 1816天前
報告顯示陶瓷增材制造的應用將在2025年之后經歷一個增長拐點。主要原因是,陶瓷增材制造3D打印技術將逐漸成熟,市場上存在足夠支撐這一技術應用發展的生產需求。
3D打印陶瓷作品
從中長期來看,3D打印陶瓷部件的附加價值將推動用戶對于陶瓷增材制造硬件和材料的需求。對于工程陶瓷、先進陶瓷材料的應用來說,這一趨勢體現的更為明顯。
陶瓷零部件生產對于陶瓷3D打印技術的成本、工藝集成提出了更高要求,但更提出更多挑戰的是如何達到常規陶瓷零部件制造的質量要求。

3D打印陶瓷作品
德國Franhofer (HTL)研究所的研究人員,對市場上常用陶瓷3D打印技術以及陶瓷生胚后處理環節中的質量管理問題進行了研究。本期,魔猴網將分享Franhofer (HTL)對相關問題進行的概述。

陶瓷3D打印發展路線圖。來源:《3D打印與陶瓷白皮書1.0》
復雜結構使熱處理難度更高
3D打印技術在陶瓷零件生產中得到應用有五個主要原因:
*實現非常輕巧的結構;
*通過功能集的單一零件,替代以往需要由許多組件構成的結構,從而節省組裝成本,提升產品性能。
*制造個性化組件,如:骨科植入物、義齒等;
*按需生產,從而在物流和備件供應方面開辟新路線;
*消除了昂貴模具的制造,實現小規模陶瓷零件的生產。
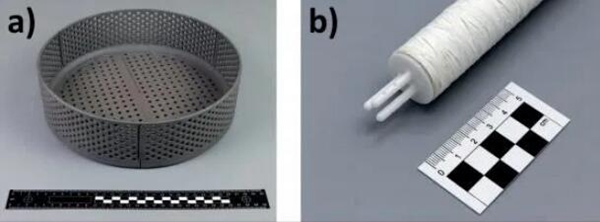
圖1 a. 3D打印陶瓷輕質容器;b. 3D打印陶瓷傳感器,可同時測量氣體流量和溫度。來源:Process engineering
總體來看,可用于陶瓷增材制造-3D打印的技術分為兩大類。一類是同時進行材料成型和致密化的技術,包括粉末床熔融,定向能量沉積;另一類是將成型與致密化分開進行的技術,包括:材料噴射、材料擠出、片材層壓,粘結劑噴射和光聚合工藝(SLA、DLP等),這些3D打印技術用于制造陶瓷生胚,并需要對生坯進行熱處理,以獲得最終產品。

在第一類增材制造工藝中,由于施加了較高的溫度梯度,從而在陶瓷零件中產生了較高的熱應力和損壞,因此這類技術并非是陶瓷增材制造的主流技術。第二類技術由于包含了幾種不同3D打印工藝,這種多樣化增加了陶瓷生產領域對技術進行應用和質量管理的難度。
l 陶瓷增材制造的質量管理
陶瓷3D打印技術要實現零件的高強度和可靠性以及最終的凈形性能,將面臨一些挑戰。通常,強度和可靠性取決于微觀結構的均勻性和表面粗糙度。與標準產品相比,使用增材制造技術很難實現這兩點。燒結過程中的變形會影響到零件的凈形性能。建議使用閉環的3D打印零件在線尺寸控制技術。
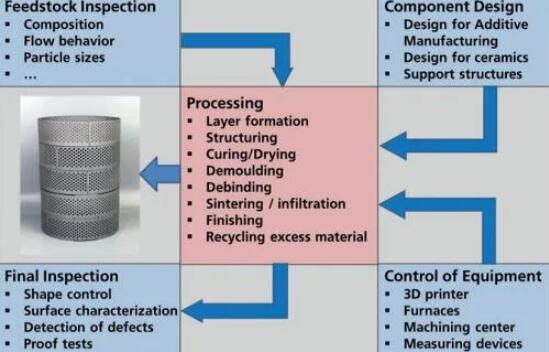
圖2 陶瓷增材制造相關質量因素。來源:Process engineering
原料檢查是增材制造過程質量管理中的關鍵問題(圖2),流變學測量等技術可用于原料控制。
3D打印技術為陶瓷零件設計帶來更高自由度,可實現自由曲面、點陣、鏤空等結構,但增材制造技術仍存在一定的設計限制,例如在增材制造和燒結過程中需要支撐結構的懸垂零件。Franhofer (HTL)建議使用特定軟件來進行陶瓷零件的增材制造設計。但大多數工程師需要專門的培訓和學習才能充分利增材制造技術。
根據其應用領域,增材制造必須滿足與常規生產工藝相同的標準,例如航空航天方面的EN / AS 9100,汽車行業的IATF 16949和醫療技術的ISO 13485。陶瓷增材制造領域尚處于發展早期階段,目前還沒有針對陶瓷3D打印的特定標準,但可以使用許多通用標準,例如:DfAM的ISO 52910-17,文件格式的ISO 52915-16,坐標系和測試方法的ISO 52921-13。此外,關于針對陶瓷材料的“為增材制造而設計”VDI 指南正在制定當中。
l 3D打印陶瓷生胚質量控制
多數常見陶瓷增材制造工藝都包括兩重要環節,即完成生胚3D打印后還需要燒結。生胚可用于質量檢查,從生坯中獲得的關鍵數據,對優化3D打印參數和原料特性非常有幫助。
生坯質量的標準與常規成型的標準相同:緊密匹配設定的形狀,陶瓷顆粒的均質和致密堆積,粘合劑的均質分布,光滑的表面以及沒有缺陷(如空洞或分層)。
因此,原則上,可以使用與標準工藝相同的方法來表征3D打印陶瓷生坯。但是,由于為增材制造而設計的3D打印生胚具有復雜幾何形狀,通常比標準成型工藝中的生坯測量形狀要復雜得多。計算機斷層掃描(CT)作為非接觸式方法,可用于陶瓷3D打印生胚的檢測,例如,檢測非常細的支柱或空腔結構。
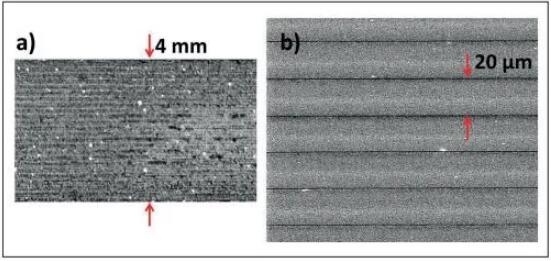
圖3 3D打印的氧化鋁生坯的均質性和層結構的測量:a)通過計算機斷層掃描測量的粘結劑噴射3D打印零件橫截面;b)通過掃描電子顯微鏡量的光聚合3D打印零件橫截面。來源:Process engineering
圖3a顯示出了根據CT測量的,氧化鋁陶瓷生坯部分的垂直橫截面。該零件的3D打印技術為粘結劑噴射,材料為干燥的氧化鋁粉末。在此過程中,只能使用可流動的粉末,從而將顆粒尺寸限制為直徑大于10 μm的粗粉。
直徑小于1 μm的細陶瓷顆粒可用于基于漿料3D打印的工藝,如SLA 3D打印。但是,大多數CT設備的分辨率不足以解決微觀結構的細節。掃描電子顯微鏡(SEM)可用于研究具有高分辨率的結構(圖3b)。可以觀察到,層之間的顆粒密度較低。總體均勻性高于粘結劑噴射技術制造的陶瓷零件,這是基于陶瓷漿料和光聚合增材制造工藝的典型特征。
l 熱處理過程中的質量問題
原則上,在3D打印陶瓷部件熱處理過程中出現的問題與常規生產方式制造的生坯相似。然而,熱處理的優化通常更加困難。根據增材制造技術的特點,由于粘結劑濃度高和/或層間粘合力低,脫脂時容易導致脫層或破裂。與常規成型工藝相比,在具有較低生坯密度的3D打印工藝中,燒結通常更復雜,有可能導致收縮率和翹曲增強,而各向異性收縮率通常會疊加,尤其是對于3D打印復雜花絲結構,變形更為嚴重。
然而制造復雜結構是3D打印技術相對于傳統技術的典型優勢。那么,如何克服3D打印陶瓷零件熱處理的困難,從而使陶瓷生產領域能夠利用3D打印技術的優勢呢?
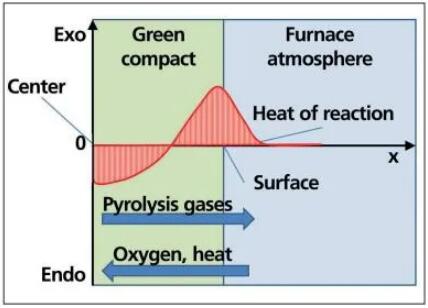
脫脂過程中的熱量和質量流量。來源:Process engineering
在脫脂過程中,粘合劑和其他有機成分的熱分解和燃燒伴隨著吸熱和放熱過程,同時在氣態熱解產物向外流動期間,生坯的孔道內的氣體壓力增加(圖4)。如果相應的應力超過生坯的強度,溫度梯度和超壓會導致局部應力集中和破壞。
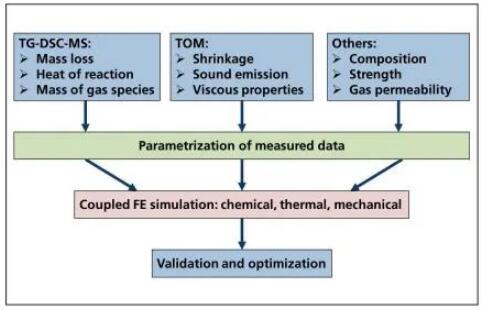
系統優化脫脂周期期間的工作流程。來源:Process engineering
這種情況下,可以在有限元(FE)模型中進行脫脂仿真,其中將熱解和燃燒反應,孔道內和表面的氣流以及由于這些反應而產生的熱流和熱量產生/消耗結合起來(圖5)。根據溫度和壓力分布,在整個排膠周期中計算機械應力。在此基礎上,進行脫脂循環以確保應力始終遠低于強度極限。
為了獲得足夠的仿真精度,需要一定數量的實驗數據。同時使用熱重分析,差示掃描量熱法和質譜(TG-DSC-MS)進行標準熱分析,可提供非常小的樣品的輸入,這些樣品對應于后續有限元模擬中的各個元素。
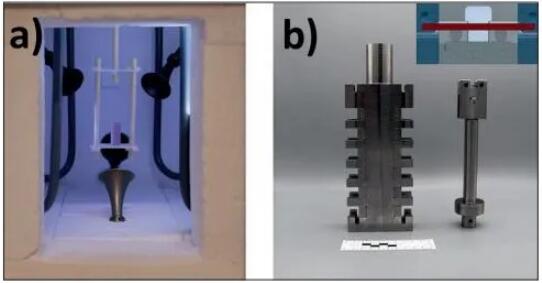
脫脂優化數據采集所需的非標準設備:a)熱光測量爐;
b)用于在六個部分剝離的樣本上進行四點彎曲強度測試的多樣本支架。來源:Process engineering
特定的熱光測量(TOM)爐用于測量較大的樣本并獲得其他數量(圖6a)。TOM方法也適用于通過聲發射測量來仿真驗證,靈敏地檢測熱循環過程中樣品中的裂紋。
另外有一種基于實驗的連續有限元模型,用于燒結發仿真。燒結的輸入數據是收縮率,熱擴散率和粘稠的材料特性。特殊的TOM爐可用來獲得這些數據。FE模型結合了溫度場,劇烈的動力學和機械應力,還考慮了重力和摩擦力,這對于燒結3D打印的零件很重要。
有時,熔體滲透是替代燒結獲得致密陶瓷零件的替代方式,在此方法中,熔體通過毛細力被浸入孔隙通道中。用熔體滲透進行粘結劑噴射3D打印的SiC高溫組件后處理,已在生產中得到應用。圖1a中的3D打印陶瓷容器就是以這種方式制造的。熔體滲透的優點是避免了收縮和燒結變形,尤其適用于粘結劑噴射3D打印制造的燒結活性低的生坯零件。熔體滲透工藝也可以通過原位測量和有限元模擬來優化。
l 3D打印陶瓷零件的最終檢查
尺寸檢查是增材制造零件質量控制中最重要的任務之一。但是,與常規測量相比,處理帶有空腔等的復雜結構變得更加困難。CT可以用作尺寸控制的通用工具,而不受結構約束的影響。在使用特殊算法時,可以定量測量實際幾何形狀與目標幾何形狀之間的偏差。
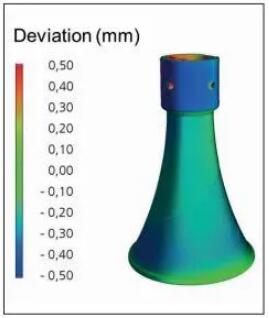
光聚合3D打印氧化鋁罩的設定幾何形狀和最終形狀(高度54毫米)之間的差異。來源:Process engineering
圖7 是一個由光聚合3D打印工藝制造的氧化鋁燒結聲鐘,用于通過聲音發射測量。根據前面提到的燒結變形計算方式,可以得出質量控制和過程優化的關鍵指標,并可以檢測內部缺陷。所測量的結構(包括大缺陷)被轉移到有限元模型,在有限元模型中施加載荷,檢查應用性能是否受到重大損害。
由于應力集中以及出于美學原因,3D打印陶瓷零件的表面粗糙度可能很關鍵,可以通過激光掃描顯微鏡進行測量。Franhofer HTL使用內部軟件提取幾個關鍵指標,估算局部應力濃度。與CT數據一樣,可以將表面掃描轉移到FE模型中,并根據允許的應力對其進行評估。如果表面不夠光滑或尺寸公差非常嚴格,則無法避免加工。為此,可以使用五軸自動加工中心,它們可以調整自由曲面的形狀。
l 成本與效率因素
除產品質量外,成本是在陶瓷生產中使用增材制造的關鍵性能指標,成本受到增材制造通量和生產時間的影響。制約制造通量的因素包括3D打印過程本身和隨后的熱處理過程,由于大型爐子可以并行處理多次打印的零件,因此不會影響產量。但熱處理會影響生產時間,尤其是在需要較長的脫脂步驟時,時間消耗上升。
另一個影響陶瓷增材制造的成本因素是原材料。目前,用于3D打印的原料比標準的原材料要昂貴得多。另外,工業級3D打印設備的價格通常上百萬元,但隨著更低售價的小型化設備走向市場,陶瓷增材制造的投資門檻進一步降低。此外,通過流程自動化和各環節設備的集成,3D打印成本也會進一步降低。
每種不同的陶瓷3D打印工藝都有著自身的優勢。在目前所有陶瓷增材制造技術中,光聚合3D打印是與生產最相關的技術,該技術使用的陶瓷漿料是小顆粒或顆粒混合物,能夠制成相對較高密度的生胚。分層漿料沉積(Layerwise Slurry Deposition,LSD)和自由流動結構(Free Flow Structuring,FFS)也是基于漿料材料的打印工藝,可用于較大的部件。LSD和FFS可通過增加打印頭,實現多種材料的打印。多材料打印也是噴墨打印工藝的一個優勢,該技術的打印分辨率得到快速提升,但后續的燒結限制了多材料增材制造的應用,在這種情況下需要適應收縮性能。
根據目前陶瓷3D打印技術的發展情況來看, 3D打印將被選擇性的用于小批量、高附加值陶瓷零部件生產,制造商可以根據特定生產任務選擇陶瓷3D打印技術。
來源:3D科學谷









")






