員體系")
")























基于3D打印技術(shù)的金屬鑄件澆口設(shè)計(jì)
魔猴君 行業(yè)資訊 1836天前
隨著科學(xué)技術(shù)的不斷發(fā)展,零部件的結(jié)構(gòu)越來越復(fù)雜,使用傳統(tǒng)的鑄造技術(shù)在生產(chǎn)零部件時(shí),模具的設(shè)計(jì)和制造會(huì)花費(fèi)大量的時(shí)間,增加生產(chǎn)周期和研發(fā)成本。而使用增材制造技術(shù)可以通過計(jì)算機(jī)輔助設(shè)計(jì)模型直接成形復(fù)雜形狀的砂型,對(duì)鑄造業(yè)產(chǎn)生了巨大的影響。但目前砂型3D打印主要是提高效率和減少成本,對(duì)于鑄件的性能則沒有太大的影響。
最近,美國賓夕法尼亞州立大學(xué)機(jī)械與核工程學(xué)院的Santosh Reddy Sama等人提出了一種基于3D打印技術(shù)的復(fù)雜澆口系統(tǒng)設(shè)計(jì)準(zhǔn)則,用以提高鑄件的鑄造性能。該技術(shù)工作原理為:對(duì)于給定的澆注條件,基于伯努利方程計(jì)算出圓錐螺旋和拋物線澆口輪廓的數(shù)據(jù),并利用約束優(yōu)化算法以輪廓的參數(shù),最終得到最優(yōu)的澆口輪廓形狀。
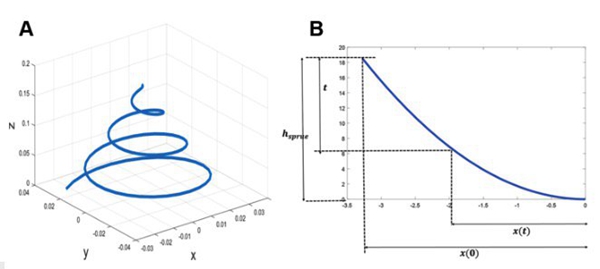
圖1 優(yōu)化設(shè)計(jì)后的澆口輪廓線(A)圓錐螺旋澆口輪廓 (B) 拋物線形澆口輪廓
在對(duì)澆口輪廓形狀進(jìn)行設(shè)計(jì)時(shí),應(yīng)該基于鑄造流體動(dòng)力學(xué),使得澆口輪廓形狀滿足三個(gè)條件以減少鑄造缺陷。首先應(yīng)使得澆口底部流體的速度小于最小臨界速度(0.5m/s);其次是最小化澆口的長度以減少熱量的損失并使得產(chǎn)生的氣泡有充分的時(shí)間逸出模具;最后是應(yīng)該避免澆口截面或者澆口與流道連接處截面的突變。
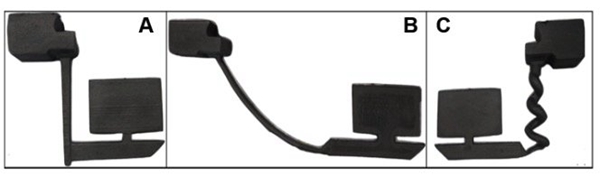
圖2 17-4不銹鋼合金鑄件(A)直澆口 (B)拋物線澆口(C)圓錐螺旋澆口
研究人員使用Viridis3D RAM打印機(jī)制造了不同的澆口和模具,其中分層厚度為0.4mm,原材料為Viridis3D生產(chǎn)的ViriCast粉末和CSTRed粘接劑。將17-4不銹鋼合金在2950°F下進(jìn)行澆注得到零件(如圖2所示)。
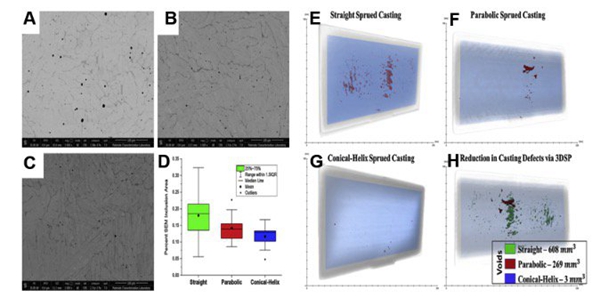
圖3 試樣檢測(A)直澆口鑄件SEM(B)拋物線澆口鑄件SEM (C)圓錐螺旋澆口鑄件SEM (D)微觀結(jié)構(gòu)夾雜物含量對(duì)比 (E)直澆口鑄件CT(F)拋物線澆口鑄件CT (G)圓錐螺旋澆口鑄件CT (H)空隙空間比較
對(duì)三個(gè)樣品進(jìn)行檢測(如圖3所示),圖中A-D為試樣的微觀形貌,其中的圓形黑點(diǎn)為因填充過程中熔體的表面湍流而形成的氧化物夾雜物,經(jīng)觀察可知,與直澆口鑄件相比,拋物線澆口鑄件和圓錐螺旋澆口鑄件的夾雜物分別減少了21%和35%。而E-H為試樣的計(jì)算機(jī)斷層掃描圖,由圖中可知,與直澆口鑄件相比,拋物線澆口鑄件和圓錐螺旋澆口鑄件分別減少了56%和99.5%的鑄造缺陷。對(duì)比三個(gè)樣品的極限抗彎強(qiáng)度(如圖4所示)可知,與直澆口鑄件相比,圓錐螺旋澆口鑄件的強(qiáng)度提高了8.4%,而拋物線澆口鑄件的強(qiáng)度提高了4.1%。
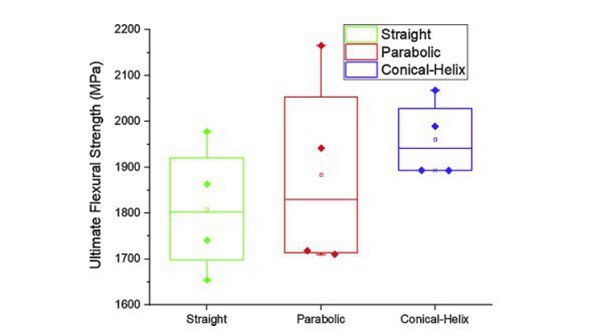
圖4 三種澆口設(shè)計(jì)的鑄件極限抗彎強(qiáng)度的比較
因此,可以使用3DP技術(shù)制造出常規(guī)方法難以制造出的異形澆口,如拋物線澆口、圓錐螺旋澆口等,不僅能夠大量減少夾雜物等鑄造缺陷,提高鑄件的成品率,還可以極大的提高鑄件的機(jī)械和冶金性能。
體模型?")

3D打印材料屬性一覽表")
3D打印用模型文件?")
合作")
精華文章合集,你想知道的3D打印知識(shí)都在這里!")
保護(hù)聲明")

據(jù)格式")
")






