
























3D打印陶瓷材料的成型及研究進展
魔猴君 行業資訊 2082天前
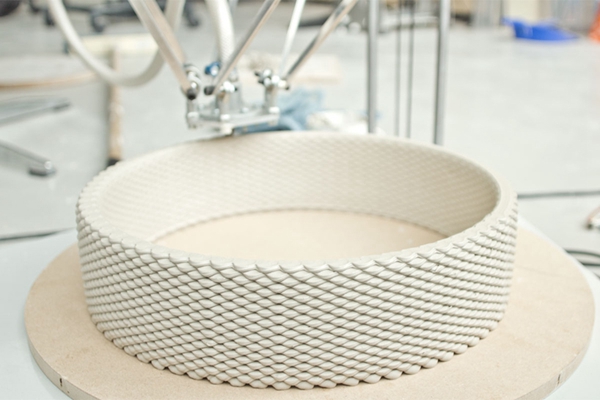
3D打印技術即快速成型技術,又稱為增材制造,它是以數字模型為基礎,運用粉末狀金屬或塑料等黏合材料,通過逐層打印的方式來構造物體的技術。3D打印技術結合了材料技術、數字建模、信息處理等多領域的前沿技術,打破了傳統加工的思維模式,被視為“第三次工業革命最具標志性的生產工具”。3D打印技術在珠寶、工業設計、建筑、汽車、航空航天、醫療產業及其他領域都有應用。

陶瓷材料具有高強度、高硬度、耐高溫和耐腐蝕等性能,廣泛應用于生物、機械工程等領域,但由于其硬而脆的特性造成陶瓷的成型加工困難、加工工藝成本高、耗時長。將3D打印技術應用于陶瓷產品生產將會大幅減少陶瓷產品的生產周期和生產成本,對陶瓷產品的利用具有推動作用。
1.3D打印陶瓷技術
目前陶瓷3D打印技術主要有激光選區燒結技術(SLS)、熔融沉積成型技術(FDM)、分層實體制造技術(LOM)、三維打印技術(3DP)和噴墨打印技術(IJP)等。
1.1激光選區燒結技術(SLS)
激光選區燒結技術(SLS)主要通過壓輥、激光器、工作臺3個結構組件相互搭配來實現。其具體原理是通過壓輥將粉末鋪在工作臺上,電腦控制激光束掃描規定范圍的粉末,粉末中的粘結劑經激光掃描熔化,形成層狀結構。掃描結束后,工作臺下降,壓輥鋪上一層新的粉末,經激光再次掃描,與之前一層已固化的片狀陶瓷粘結,反復操作同一步驟,最后打印成品。[2]
激光選區燒結技術的主要優點是打印材料廣泛、成型效率與材料利用率高、成本較低等。由于成型過程中需要激光的引入,粉末需要預熱和冷卻,成型周期較長,后續處理工藝復雜。同時由于所采用的原料粉需要能在激光作用下粘結并且高溫完全燒成,因而能夠制備的產品種類有限。
1.2熔融沉積成型技術(FDM)
熔融沉積成型技術的原料是熱熔性陶瓷材料,多數被制作成便于存儲運輸的絲狀。熔融沉積打印設備主要是由配合送料輥、導套和噴頭三個部分組成的。開始時,熱熔絲狀材料通過送料輥,在從動輥與主動輥的共同運作下進入導向套,導套的摩擦系數較低,使絲狀物料準確、連續地進入噴嘴。物料在噴頭內受熱熔化,根據計算機輸出的數字模型進行打印。[3]
熔融沉積成型技術不需要激光技術的幫助,具有成本低的優點,使用維護方便。缺點是打印過程需要支撐結構,在堆積打印的過程中,隨高度增加,上部分質量增加,下部材料強度不足以支撐和固定上部材料。尤其是在打印形狀復雜的制品時,上層打印物往往比下層打印物面積更大,為了使陶瓷制品在打印中不崩塌,需要外設支持結構。
熔融沉積成型技術原理簡單,過程相對易于控制,但打印過程需要較高溫度將打印材料熔化,這就要求材料在熱熔化后不易分解且保持適當的流動性。為了滿足制品結構性能要求,打印材料要具有一定的抗壓強度和一定的剛度。為保證材料的尺寸精度,材料在凝固成型過程中的收縮率不能過大。因此陶瓷熔融沉積成型技術受到了很大的制約。
1.3分層實體制造技術(LOM)
分層實體制造是利用激光切割陶瓷薄膜片材,采用背面涂有熱熔膠的薄膜片材為原料,層與層間依靠加熱和加壓粘結,各層形狀累積疊加起來成為實體件。熱熔膠里含有樹脂,有機粘結劑等,通過熱熔膠機送到被粘合物表面,熱熔膠冷卻后即完成了粘合。[4]分層實體制造技術利用陶瓷薄片的切割累加成型,是直接由面到體的成型方式,省略了其他技術由點到線、由線及面的加工過程,這是分層實體制造技術與其他3D打印技術相比的優勢。

分層實體制造技術采用的陶瓷薄片可以利用流延法制備得到,國外對于流延法制備陶瓷薄片的技術已經比較成熟,原料獲取十分方便。分層實體制造技術的成型速度快,前期準備工作簡單,但是材料利用率較低。其成型原理簡單,工作空間大,適合加工尺寸較大的零部件,但分層實體制造技術加工出的零件力學性能較差、精度較低,不適合加工精密零件。
1.4三維打印技術(3DP)
三維打印技術是利用計算機控制精密噴頭先將粘結劑溶液按照零件界面形狀噴射在鋪平的陶瓷粉末上,再將粉末粘結在一起形成零件輪廓,如此層層堆積,最后進行后期處理得到所需零部件。
三維打印技術成型原理簡單,能適應打印多種陶瓷材料,如氧化鋯陶瓷、鋯英砂、氧化鋁、碳化硅和氧化硅等。由于該工藝采用噴射黏結劑的方式粘結,因此黏結劑的選擇以及配比比例非常重要。符合要求的黏結劑必須有適當的黏度和表面張力,為了滿足這個要求,有時需要在黏結劑中添加一定量助劑,如分散劑、活性劑。
1.5噴墨打印技術(IJP)
噴墨打印技術是從三維打印成型技術發展而來,該技術將陶瓷粉體與各種有機物和溶劑配制成陶瓷墨水,通過計算機指令將陶瓷墨水逐層噴打到平臺上,形成所需形狀和尺寸的陶瓷坯體。[5]陶瓷墨水的配制是噴墨打印技術的關鍵,要求陶瓷粉體在墨水中具有良好的均勻分散度,合適的表面張力、黏度及電導率,較快的干燥速率和較高的固相含量。
噴墨打印技術不需要激光技術進行工作,節省了制作成本,然而,目前陶瓷墨水的配置以及噴墨打印頭的堵塞等問題制約著該技術的發展。因此,在以后的研究中要注意以下問題:
合理選用陶瓷油墨中無機非金屬粒徑的大小和粘結劑的粘度;
根據油墨中各添加劑的含量,選取合適的噴頭毛細管直徑。
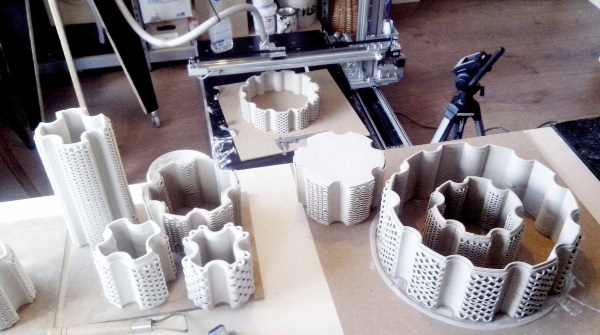
2.3D打印陶瓷材料
陶瓷材料具有耐高溫、高強度等優點,在工業制造、生物醫療、航空航天等領域有著廣泛的應用。3D打印陶瓷原料的研發也成為制約3D打印陶瓷發展的一大要素,研發新型3D打印陶瓷材料尤為重要。下面介紹幾種尚處于研制中的3D打印陶瓷材料。
2.1氧化鋁陶瓷
氧化鋁是一種應用廣泛的陶瓷材料,氧化鋁陶瓷的原料來源廣泛,成本低廉,現已成為陶瓷行業用量最大的原料之一。傳統制備氧化鋁陶瓷的工藝繁瑣復雜、耗時耗力,3D打印陶瓷技術具有工藝簡單,耗時較短,可操作性強的優點。使用3D打印技術生產氧化鋁陶瓷,可以大大縮短制備時間,提高制品精度,擴大應用領域。
在陶瓷3D打印技術中,為了保證陶瓷坯體具有良好的力學性能,氧化鋁材料一般與有機物混合制成漿材、粉材或與其他合金粉末制成粉材。
2.2磷酸三鈣陶瓷
磷酸三鈣陶瓷又稱磷酸三鈣,其化學組成在人體骨骼中廣泛存在,在醫療領域作為一種良好的骨修復三維支架而被廣泛應用,還可用于預防和治療鈣缺乏的病癥。磷酸三鈣的化學組分與骨骼十分相近,具有無變異性、良好的生物相容性等優點,可以發揮良好的骨傳導作用。植入后,磷酸三鈣本身良好的生物降解性能夠幫助機體更快地進行新陳代謝。所以,這種材料的發展前景十分可觀,受到人們的密切關注。[2]
國外已進行了磷酸鈣陶瓷3D打印技術的相關研究。G.A.Fielding等將磷酸鈣與乙醇混合制備出陶瓷漿料,并成功進行打印。同時國內學者對于磷酸鈣陶瓷的生物活性也有著很深的研究,例如林開利等在磷酸鈣陶瓷中加入具有生物活性的元素來提高磷酸鈣陶瓷的生物活性,這對于3D打印生物陶瓷技術生物功能的提高有著重要作用。
2.3有機前驅體陶瓷
有機前驅體合成陶瓷的技術是在1960年發明的。經由前驅體制備陶瓷可從分子規模設計、網絡尺寸成形、并具有低分解溫度、高溫性能穩定一系列優點,可用來制備多種新型陶瓷。其主要原理是將有機前驅物質(聚碳硅烷,聚硝基硅烷,聚硅氧烷等)進行熱降解來制備陶瓷。具體過程為有機小分子通過縮合反應生成有機大分子,大分子在熱或光等條件的催化下生成有機-無機中間體,也就是前驅體,然后對前驅體進行進一步的熱裂解和燒結生成陶瓷。
T.A.Schaedler等將UV固化技術同3D打印技術相結合來打印前驅體陶瓷,不但使陶瓷的復雜形狀和精細結構得以實現,還通過高溫燒結使陶瓷收縮,從而制備出高密度陶瓷。
2.4氮化硅陶瓷
氮化硅陶瓷具有高強度、低密度、耐高溫等特性,是一種優異的高溫工程材料。它的強度可以維持到1200℃的高溫而不下降,受熱后不會熔成融體,一直到1900℃才會分解,并且具有極高的耐腐蝕性,同時也是一種高性能電絕緣材料。Li等采用三維印刷與無壓燒結相結合的技術,制備了孔隙率高于70%的多孔硅陶瓷材料。

2.5碳硅化鈦陶瓷
碳硅化鈦陶瓷具有層狀的六方晶體結構,在生物、醫療等方面都有著廣泛的應用。碳硅化鈦材料兼具金屬材料的高熱導率、高電導率、良好的延展性、塑性和陶瓷材料的高強度、穩定性、耐腐蝕性、抗氧化性等優點。Sun等利用3D打印與冷等靜壓技術制備出致密度較高的碳硅化鈦陶瓷。
結語
目前,國內對于3D打印陶瓷技術的研究還處于起步階段,且遠遠落后于美國、德國、日本等國家的水平,還有很大的發展空間,3D打印技術在陶瓷領域的應用尚未成熟,從市場上考慮,目前3D打印陶瓷技術很難與市場接軌,難以形成規模經濟。今后,我國3D打印陶瓷材料產業化發展的主要方向是加強3D打印陶瓷材料的基礎研究,解決3D打印陶瓷材料的力學性能以及燒結成品收縮率等問題,開發系列化的3D打印陶瓷材料,并形成產業化的生產能力。
來源:中國3D打印網









")






